Profila lieces: efektīvas un drošas metodes

Cauruļvadu sistēmu uzstādīšana, būvkonstrukciju izgatavošana, produkti dažādām iedzīvotāju vajadzībām un pilsētu saimniecībām tiek veikti cauruļu liekšana būvniecībā, komunālo pakalpojumu, enerģijas, naftas un gāzes, ūdens un daudzās citās jomās. Kopumā nav iespējams skaitīt visu, bet ir labi zināt, kā saliekt caurules. Citas metodes var būt noderīgas mājsaimniecībā.

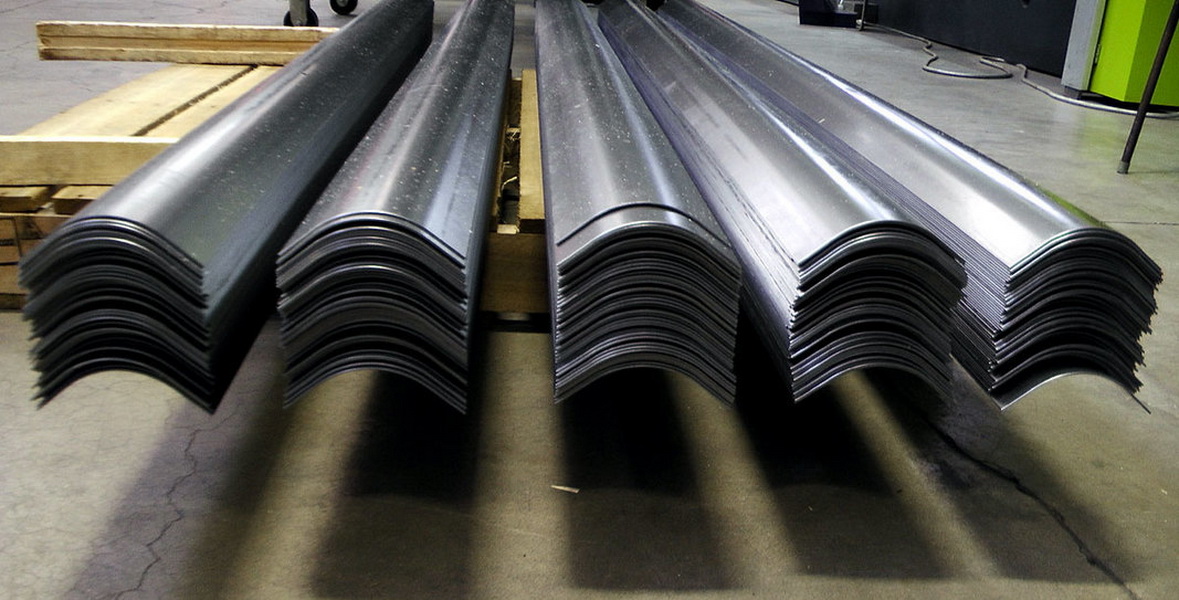
Produktu veidi
Profila cauruļu velmēšanas produktus attēlo vairāku metālu cauruļu virkne ar šķērsgriezuma šķērsgriezumu. Tie var būt ļoti atšķirīgi, bet atšķirīgi no apaļas, tas ir, nestandarta forma: ovāla un plakana ovāla, taisnstūra, bieži vien ar kvadrātveida konfigurāciju ar noapaļotiem stūriem un pat daudzpusīgu. Kārta tiek izmantota šauri - galvenokārt ūdensapgādes un kanalizācijas tīklu būvniecībai.





Kvadrātveida un taisnstūra formas profili ir vairāk pieprasīti tirgū. Sakarā ar to, ka ir vieglāk piestiprināt jebkuru materiālu uz līdzenas sienas, tos populāri izmanto rūpniecības un dzīvojamo ēku būvniecībā. Šādam elementam ir pastiprināta izturība un tā ir stingrāka ēkā. Profils labi izturas ar momenta slodzēm (liekšanas slodzēm), tāpēc tās ir laba izvēle dažādu ēku metāla karkasa būvniecībai.




Produkti tiek ražoti dažādos izmēros, atkarībā no metāla veida: piemēram, var atrast virkni biezu sienu profilu, kas ir lielas griezuma laukuma vērtības, nevis alumīnija. Mēbeles ir izgatavotas no plānslāņa nerūsējošā tērauda izstrādājumiem. Ražošanas materiāls bieži kļūst par augstu vai zemu leģētu tēraudu. Kvadrātveida caurules ražošanas procesā atšķiras viena no otras: tās ir elektrolītiskas, auksti velmētas un karsti velmētas, bezšuvju. Metināšanas īpaša iezīme ir inertas gāzes vides klātbūtne, bet ir vēl viens veids - indukcijas metināšana.



Funkcijas
Profila caurules izstrādājumiem nav liela svara, tāpēc ir iespējams viegli un īsā laika periodā izveidot ne-smagas izliektas konstrukcijas. Tas ir nepieciešams dažādu siltumnīcu un zemu izmaksu siltumnīcu būvniecībai.




Celtniecība ar metāla rāmju izmantošanu ir svarīga ne tikai vasaras iedzīvotājiem un dārzniekiem. Bieži vien nepieciešamība izmantot šādus būvmateriālus rodas no pilsētas iedzīvotājiem, ja viņi vēlas organizēt privātu teritoriju pie mājas. Piemēram, ātri un lēti instalējiet lapeni, segtu terasi vai polikarbonāta nojumes - tas ir diezgan izplatīts mūsdienu pilsētās.




Profileprokat izmanto arī kāpņu un margu būvniecībā. Bieži gadās, ka standarta konfigurācija nav piemērota noteiktam dizaina veidam, šeit ir jābūt elastīgai, izmantojot speciālu aprīkojumu vai dažus trikus. Par to mazliet vēlāk.




Ražošanā ražotām caurulēm ir noteikti konkrēti ģeometriski parametri, kas pēc tam ietekmē plastmasas īpašības. Sienas biezums un šķērsvirziena laukums ietekmē šādu parametru kā minimālo lieces rādiusu.Tas norāda uz noapaļošanas vērtību, kurā nav mehānisku bojājumu.
Tērauda izstrādājumu deformācija nav tik vienkārša, kā šķiet pirmajā acu uzmetienā. Tas prasa zināmu zināšanu kopumu, spēju izvēlēties pareizo tehnoloģiju un aprīkojumu. Nepieciešamā izskatu piešķiršana nav mūsu darba būtība, bet, veicot to, ir nepieciešams saglabāt svarīgus parametrus - sienu biezumu, saglabāt lineāros izmērus, nevis traucēt operatīvās spējas. Turpmāk minētās slodzes iedarbojas uz sagatavi spēka pielietošanas rezultātā: uz iekšējās daļas - saspiešanas spēku uz ārējā (ārējā) sprieguma spēka. Ievērojot to darbību, elements deformējas, saņemot pilnu vai daļēju līkumu.
Taču detaļu īpatnību dēļ mums ir jāsaskaras ar dažām problēmām.
- Izlīdzināšanās zudums formas maiņas dēļ. Tas nozīmē, ka cauruļveida segmenti var būt dažādās plaknēs, kas nav pieņemami. Eksperti, kuru iemesls ir šī parādība, rada nepareizu locīšanas metodes izvēli.
- Ārējās sienas plīsums. Metāla pārrāvumu stiepšanas procesā, ja slodze pārsniedz summu, ko tā spēj izturēt.
- Iekšējās sienas nevienmērīgas kontrakcijas rezultātā uz tā tiek veidoti rievojumi, kas atgādina gofrējumu.

Atgriezieties iepriekšējā formā ar zemu sakausējumu un oglekļa sakausējumiem, kuriem ir augsts elastības koeficients. Pēc saliekšanas daudzi elementi šķiet „elastīgi”, un pēc šādas parādības produkts ir jāpārorientē uz vēlamajiem izmēriem, kas var sarežģīt darbu. Lai atbrīvotos no nevēlamām problēmām un papildu darbiem, ir nepieciešams noteikt materiāla izturības plastiskā momenta vērtību un, ņemot vērā šo parametru, veikt lieces procedūru. Jāatzīmē, ka mazāks leņķis, jo mazāka ir elastība.

Rīki
Portatīvie profiliBibs
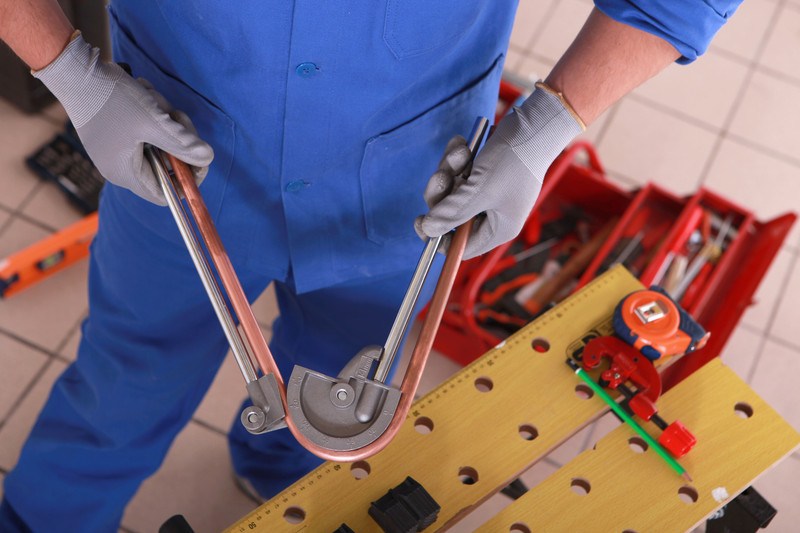
Ir ļoti ērti saliekt uzreiz uzstādīšanas vietā. Lai to paveiktu, ir racionālāk izmantot pārnēsājamu cauruļu locītavu.

Sviras profilsBibs
Izmantojot šo ierīci, profila locīšana notiek tikai ar cilvēka mehānisko spēku. Tas ir iespējams, ja pastāv sviras efekts, pielietojot ievērojamu spēku. Daļas, kas izgatavotas no plastmasas un nerūsējošā tērauda, kuru šķērsgriezums nepārsniedz divus centimetrus, spēj saliekt līdz 180 grādiem.
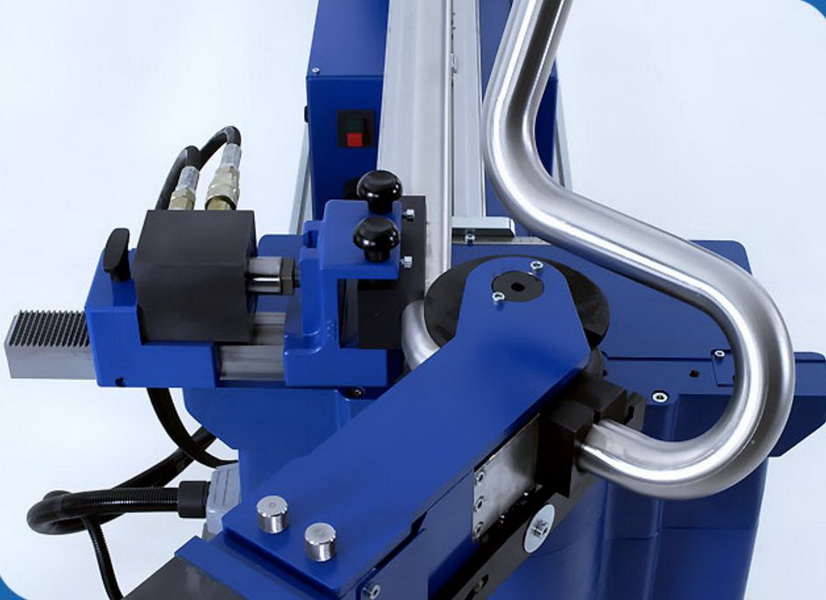
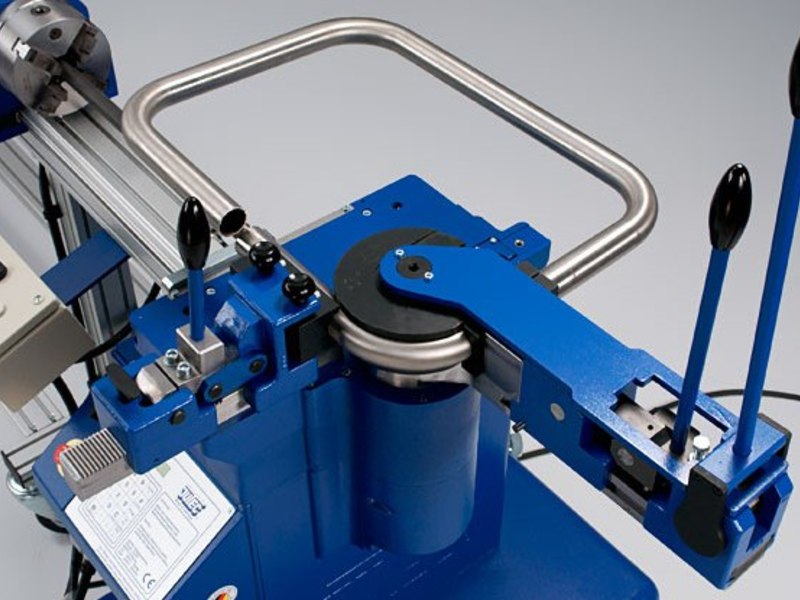
Cauruļu liekšanas mašīnas
Šāds rīks sastāv no šādām daļām:
- lieces elements;
- kustīgs apvalks, kas savienots ar lieces kurpju;
- Divas atbalsta daļas, kas rotē ap savu asīm, uz kurām ir saliekta daļa.

Ierīce var būt ar mehānisku (skrūves) konfigurāciju, hidraulisku ar manuālu vadību vai ar elektrisko piedziņu. Šādas viegli pārnēsājamas ierīces viegli saliek 90 grādu leņķi pret metāla izstrādājumiem, kas izgatavoti no plastmasas materiāla ar šķērsgriezumu līdz 100 mm.
Hidrauliskais
Ražošanā un lietošanā mājsaimniecībā biežāk tiek izmantotas hidrauliskās ierīces ar manuālu vai mehānisku iedarbību.
Mēs uzskaitām to priekšrocības:
- Lieli apjomi, kurus var veikt, salīdzinot ar mehānisko profilegibu.
- Iespēja izvēlēties vertikālo vai horizontālo cauruļu locītavu, kas balstās uz darba telpas apstākļiem un darba ērtumu.
- Perforatoru viegli nomainīt (rezerves daļas leņķa noteikšanai).
- Tādu ierīču esamība, kas vienlaicīgi saliek vairākas iekārtas, kas ievērojami samazina pavadīto laiku.
- Grūtību novēršana darbā pat iesācējiem.
- Caurules, kas aizsargā pret slīdēšanu un ierīces, kas brīdina par savainojumiem, esamība.
- Pašapkalpošanās vienkāršība mājās.

Elektriskie cauruļu lieces
Tie saliekt uz liekšanas sastāvdaļām novietotos metāla izstrādājumus, kas atkarībā no rādiusa ir iespējams mainīt. Šādās ierīcēs ir šarnīrs, kas ļauj mainīt to. Ja nav elektroenerģijas, ierīce darbojas no iekšēja akumulatora.
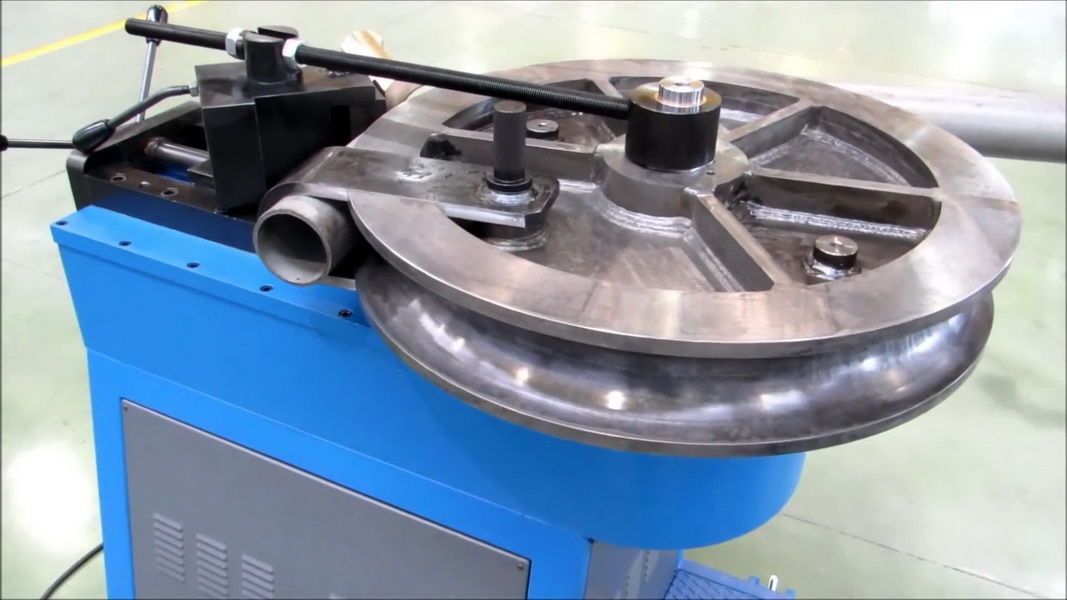
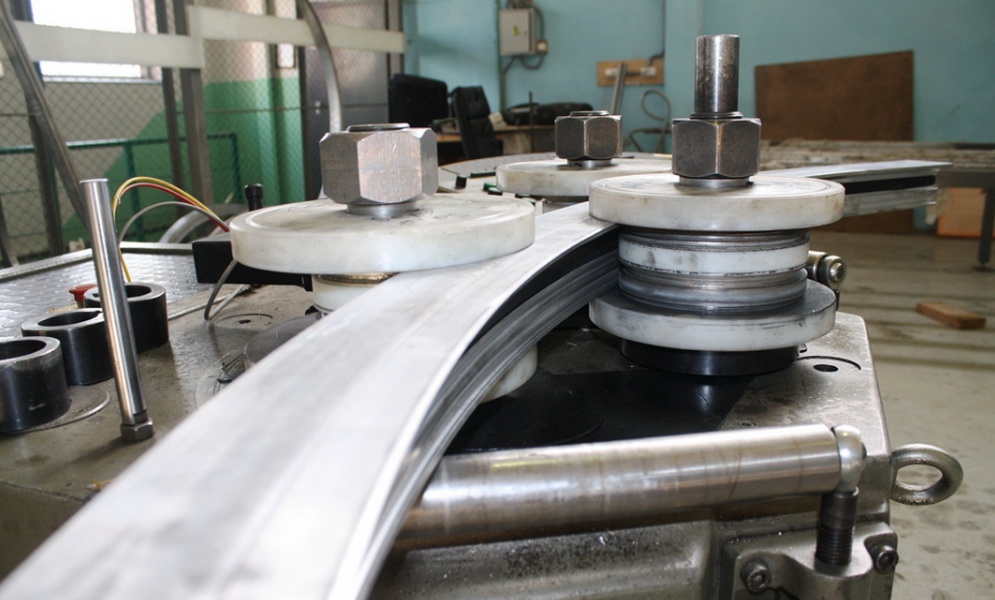
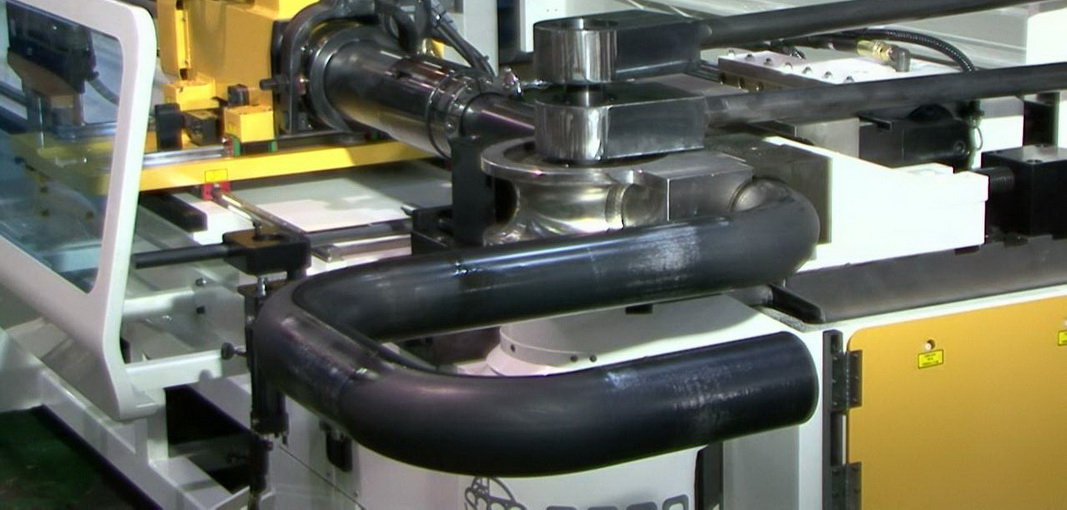
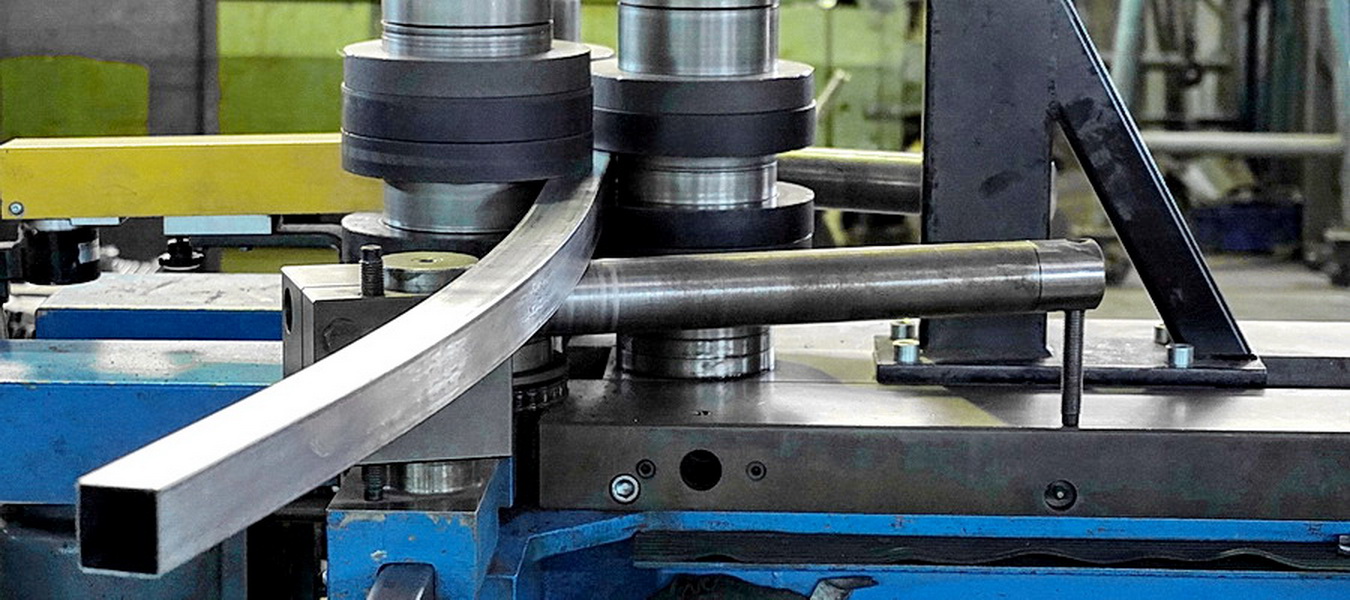
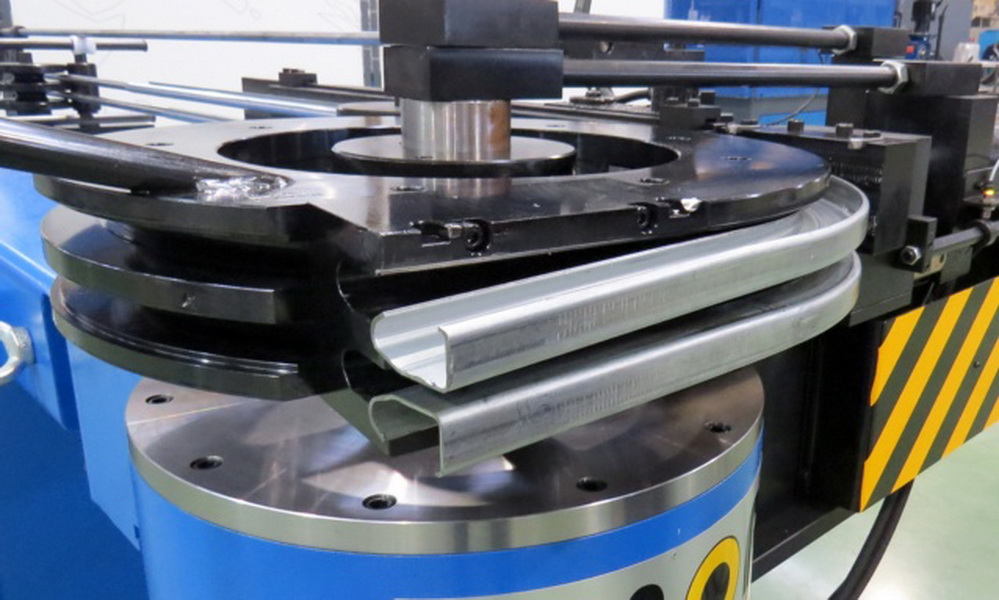
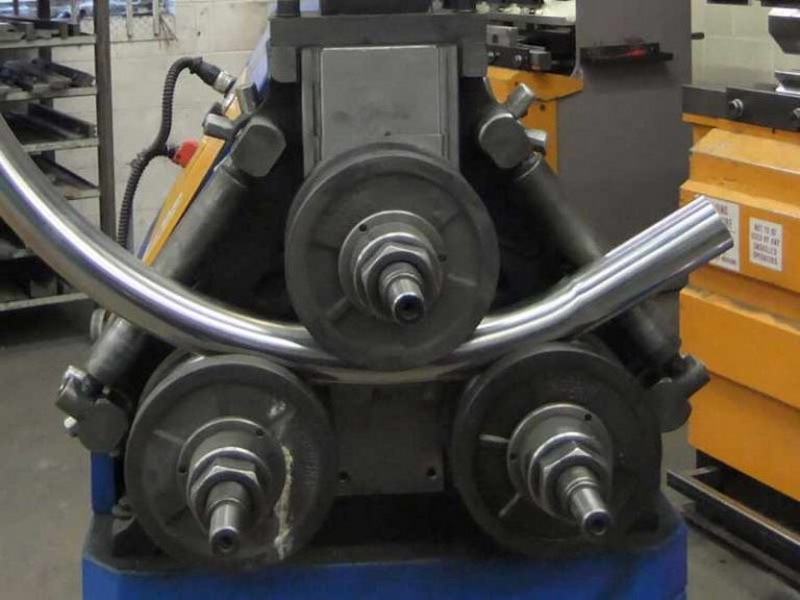
Mašīnas locīšana
Kad aukstā metode, ko sauc par velmēšanu, izmanto standarta rullīšu dzirnavas, kam ir trīs veltnīšu gultņi (veltnis). Izliektā līkuma forma un rādiuss ir atkarīgs no vajadzīgās formas un izmēra izvēles un uzstādīšanas. Šī iekārta spēj salocīt detaļas no jebkura materiāla un jebkuras konfigurācijas - tā ne tikai saskaras ar kvadrātu, bet arī ar trīsstūrveida sekcijām un sarežģītāku. Ar šādas iekārtas palīdzību ir iespējams deformēt maksimālo garumu, kas ir ļoti svarīgs, kā arī panākt, lai produkts būtu izliekts 360 grādos (gredzenā). Velmēšanas metode ir definēta kā visizplatītākais deformācijas veids, tāpēc aprīkojums pieder universālajam.
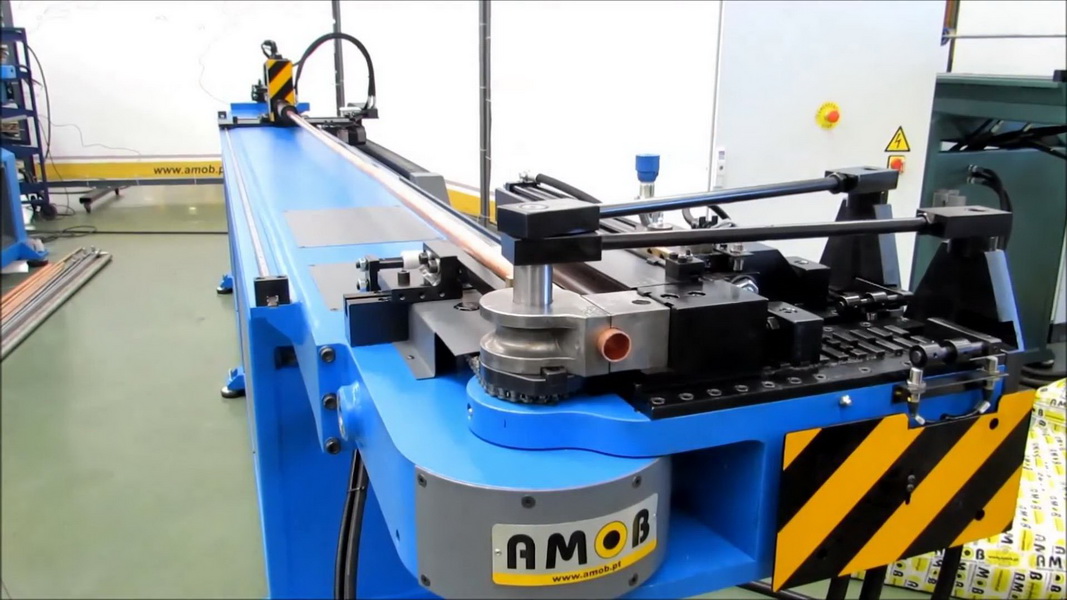
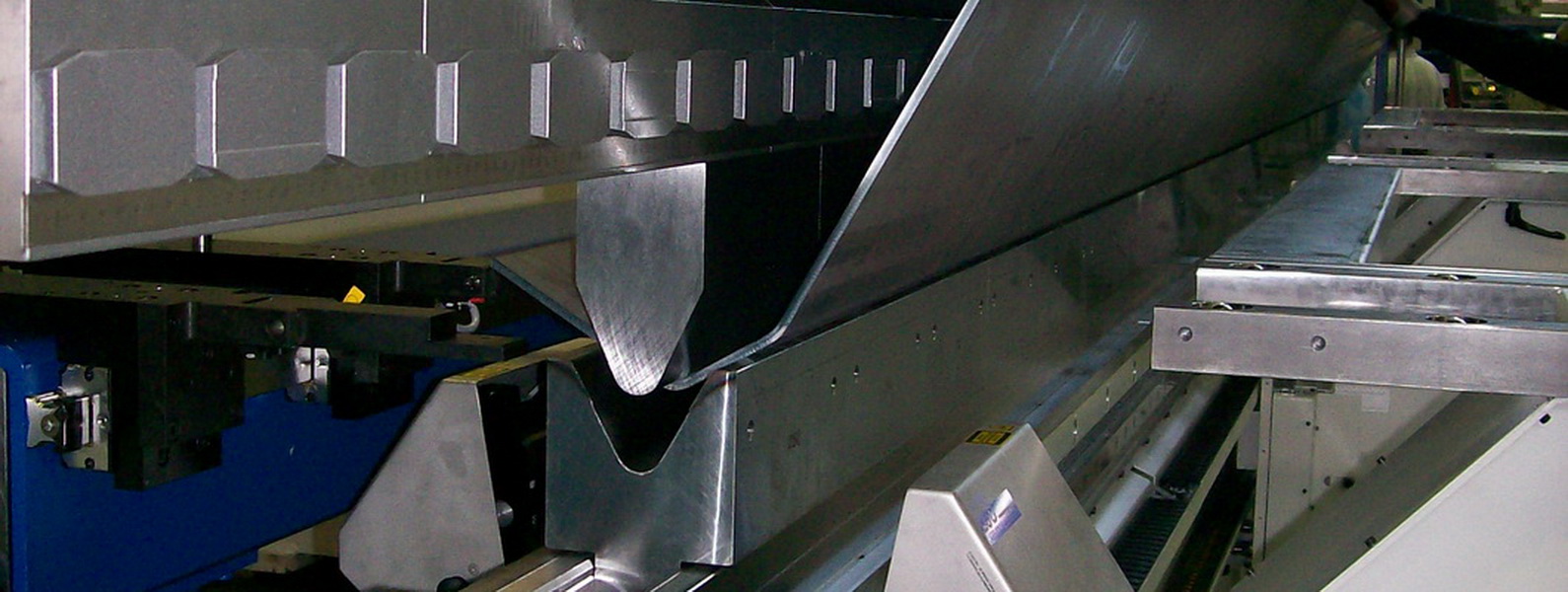
Turklāt iekārta ļauj iestatīt noteiktu leņķi, kas palielina uzstādīšanas precizitāti. Leņķi var kontrolēt manuāli vai ar CNC mašīnām (ar informācijas skaitlisku vadību), kas skaitliski iestatīta ar nākamo procesa kontroli. Šādās mašīnās tiek veikta sildāmo dvieļu sliedes ražošana katrā mājā. Apkures grīdu cauruļu ražošanā ir jāsazinās ar mašīnu aprīkojumu. Tajā ir liela mēroga ražošana spirālveida kāpņu telpām, verandām, dažādiem žogu veidiem un dekoratīviem elementiem, kas vienkārši dekorē interjeru.
Šādu ierīču pozitīvās puses ir šādas iespējas.
- Iespēja izvairīties no neprecizitātēm, strādājot ar smalkām detaļām, atšķirībā no manuālām ierīcēm, bieži dodot asu līkumu, nevis gludu izliektu līniju.
- Precizitāte Obligāts kritērijs nopietnā būvniecībā ir šis postenis. Atkārtoti, neviena cita veida mehānismi un metodes, kas paredzētas šāda veida darbiem, netiek salīdzinātas ar profesionālām iekārtām. Ja ražošana tiek pārdota, nav iespējams to darīt arī bez šīs priekšrocības.
- Panākt ar lielu ātrumu, lai iegūtu gatavo produktu. Galu galā, vidējais profila lieces ātrums ir 0,2-0,3 m / s.
- Autonomija. Iekārtu spēja darboties bez cilvēka iejaukšanās mūsu gadsimtā vairs nav inovācija, bet tikai noderīga, bet kaut kur tas ir būtisks papildinājums citām pazīmēm.
- Iespēja veikt lielus apjomus.

Ir stacionāras profila lieces vienības, kas darbojas no 380 V elektrotīkla, kas nav piemērotas personiskai lietošanai. Lai neveiktu kļūdainu pirkumu, jums rūpīgi jāizpēta produkta īpašības. Rollforming uzstādīšana ir ļoti efektīva lieta, bet arī dārga. Turklāt šādu iekārtu izmantošana ir iespējama tikai rūpnīcā.
Bieži vien, lai iegūtu augstākas kvalitātes detaļas, tiek izmantota stobra liece, kas ir iespējama, strādājot ar praktiski jebkuru ierīci. Par viņu kārtībā. Dorn ir cieta vai elastīga daļa, kas atrodas saliekamā segmenta iekšpusē tālākas lieces vietā. Pēc produkta formas maiņas izrādās gluda, nav krokām un citiem defektiem. Šādai metodoloģijas priekšrocību kopai seko ievērojams atteikuma likmes samazinājums ražojumu izlaidē.
Veidi
Ir divas radiālās profila lieces metodes: auksts un karsts (ar iepriekš uzsildītu). Papildus metožu atdalīšanai no temperatūras veida, ir daudz vairāk veidu, kas saistīti ar mehanizāciju un izmantoto aprīkojumu, piemēram, locīšana:
- darbojas;
- tinumi;
- vilkšana;
- trīsriteņu velmēšanas metode;
- izmantojot divus balstus;
- stiepšanās metode;
- izmantojot iekšējo hidrostatisko spiedienu;
- izvilkt cauri drenāžas plāksni ar izliektu asi;
- caur kopētājiem.
Izvēle ir atkarīga no tā, vai karstā vai aukstā opcija darbosies.
Ar aukstu veiktspēju to var paveikt ar vairākām iespējām.
- braukšana (diametrs līdz 70 mm, ar zemām prasībām sekcijas apaļumam);
- tinumu (diametrs līdz 20 mm);
- vilkšana (plānām sienām);
- ar diviem balstiem (diametrs līdz 300 mm).
Aukstums tuvojas nelielam diametram, un aukstā metode nevar saliekt produktu, piemēram, 45 grādu leņķī. Apkure uzlabo metāla deformācijas īpašības, un, palielinot plastiskumu, ir vieglāk strādāt. Priekšsildīšana nerada problēmas ar laulību plaisu, atlikušo bojājumu, gofrējumu un citu seku veidā. Lielās nozarēs apkure tiek veikta ar augstas frekvences straumēm (HDTV). Ja ir neliela daļa, ir iespējams izmantot portatīvos rokas instrumentus, lielai daļai šāda alternatīva nav piemērojama, šeit tiek izmantota mehanizēta iekārta.
Papildus šīm niansēm ir vērts atcerēties elastīgo seku parādību. Tas nozīmē, ka detaļa daļēji atgriežas pēc deformācijas līdz iepriekšējai formai. Vērtība ir atkarīga no materiāla veida un profila izmēriem, uz temperatūras metodes un darba veida - manuāli vai ar speciālu aprīkojumu.
Papildus iepriekš minētajiem paņēmieniem mājās jūs varat veikt procesu ar tādu aprīkojumu, ko ir viegli izveidot pats. Atkarībā no sākotnējām īpašībām un vēlamās shēmas, ir pietiekami daudz iespēju, lai ietaupītu dārgas iekārtas. Zemāk ir daži piemēri.
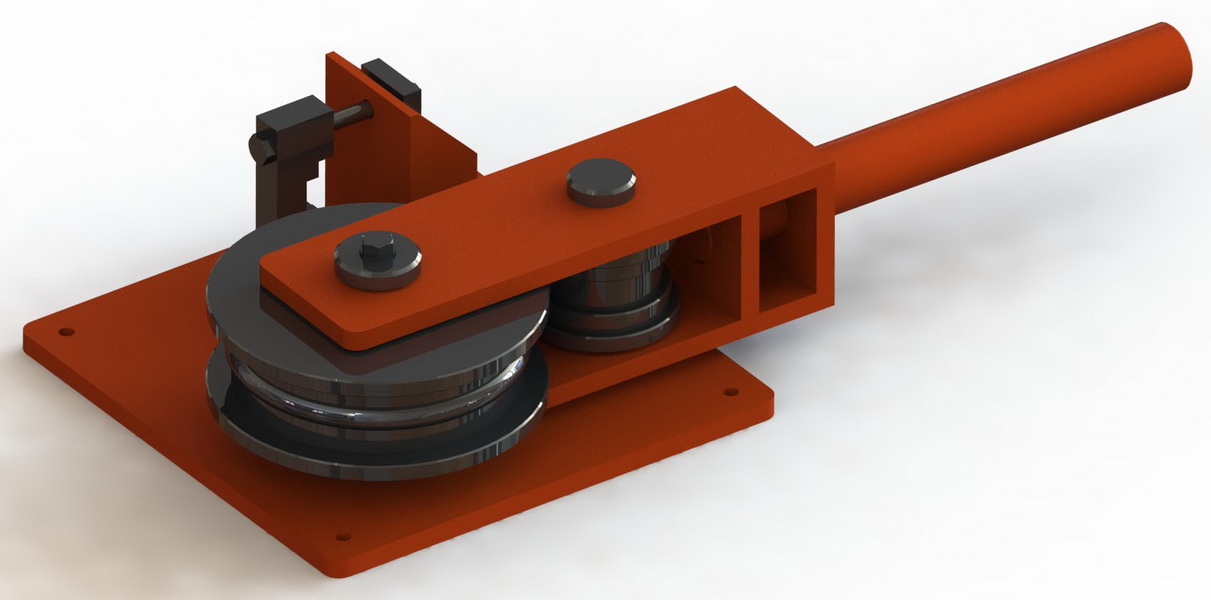
Pašmāju rullīšu mehānisms
Šī ir vistuvākā versija oriģinālajam rullīšu profilam. Lai to izveidotu, jums būs nepieciešams iegādāties 2-4 videoklipus. Jāatzīmē, ka to platumam vajadzētu nedaudz pārsniegt paša produkta platumu. Lai iegūtu rezultātu, kas nepieciešams, lai to fiksētu horizontāli, lai rullīši varētu brīvi griezties, tiem jābūt tādā attālumā no cita, lai netraucētu cauruļvadu, kas šķērso sistēmu bez šķēršļiem.

Šis palīgs palīdz jums saliekt produktu apkārt apkārtmēram. Ja ir nepieciešams sasniegt noteiktu leņķi, sistēmai jābūt trīs rotējošiem cilindriem. Lai gan viens no tiem ir vēlams atstāt regulējamu. Armatūras elements atrodas starp veltņiem, un persona, kas kontrolē procesu, sāk ritināšanu.
Izmantojot "dzirnaviņas" un metināšanas iekārtu
Ja šāda mehānisma izveide nav iespējama finanšu, laika, prasmju vai citu iemeslu dēļ, ir daudz saprotamākas atšķirības. Tomēr metināšanas metodes pielietošana ievērojami prasa laiku un prasa darbietilpību.
Darbu secība ir šāda.
- Pirmkārt, ieteicams aprēķināt pieļaujamo un noteikt sev nepieciešamo lieces rādiusu.
- Piesakies gar produkta šķērseniskajām zīmēm, kas tiks tālāk sagrieztas tālākai savienošanai. Gludāka pāreja saliektajā daļā ir nepieciešama, jo biežāk ir nepieciešams veikt atzīmes.
- Izgrieziet trīs izvēlētās puses (malas) ar zīmētām zīmēm. Ceturto pusi nedrīkst pieskarties.
- Pēc griešanas salieciet izstrādājumu līdz vēlamajam izliekumam. lai uzlabotu precizitāti, varat izveidot gabalu. Piemēram, sagatavojiet koka daļu ar vēlamo līkumu. Piestipriniet velmētais zāģis bez saķeres ar veidnes izliekto malu, piestipriniet, pēc tam lieciet lauku, lai tas atbilstu šablona lieces.
- Metināt zāģus uzmanīgi un droši.
- Apstrādājiet zonas uzmanīgi, lai daļas virsma būtu gluda, bez izvirzītām šuvēm.


Ar lielu griezuma laukumu šī metode, ja nav citu, ir piemērotāka nekā jebkad agrāk.Taču šī metode ir piemērojama atsevišķiem darbiem, tāpēc to nevajadzētu piemērot tiem, kam nepieciešams deformēt lielu skaitu elementu. Šajā gadījumā var būt racionālāk domāt par veltņa locītavas izveidi.

Atsperes locīšana
Visi meistari zina par šo metodi. Tās būtība ir šāda: caurules iekšpusē vietā, kur ir nepieciešams iegūt līkumu, ievieto īpašu tērauda stieples kvadrātveida daļas atsperi. Atsperes kalpo kā spole, tās šķērsgriezumam jābūt 1-2 mm mazākam par iekšējo šķērsgriezumu. Izmantojot blowtorch, turpmākās līkuma vieta tiek apsildīta, uzklāta uz tukšā parauga ar piemērotu lieces rādiusu un, izmantojot spēku, nelietojiet strauji, līdz nav sasniegts vēlamais izliekums. Šī metode ir diezgan vienkārša, bet to izmantot darba laikā, ieteicams uzmanīgi ievērot drošības pasākumus: strādāt īpašos cimdos un izmantot knaibles.
Padomi
Par karstās metodes sarežģītību
Lai veiksmīgi izliektu cauruli karstā veidā, jāizmanto smilšu pildviela. Ideāla iespēja ir vidēja graudaina smiltis - būvniecība vai upe. Ja to nav iespējams izmantot, kā pēdējo līdzekli būs piemērots arī bērnu smilšu kastes materiāls, kas iepriekš iztīrīts no nevajadzīga satura. Lai to attīrītu no nevajadzīgiem piemaisījumiem, ir nepieciešams izsijāt caur sietu, kura caurumi ir aptuveni 2 mm. Pēc pirmā skrīninga sieta paliks lieli priekšmeti - zari un oļi. Viņu klātbūtne pildvielā ir ļoti nevēlama, jo, apsildot tos, tie var ietekmēt reljefu un veidot izliekumu. Pēc tam otrreiz jāpārklāj nākotnes pildviela, izmantojot smalku sietu, lai atbrīvotos no pārāk smalkas smiltis. Pēc sijāšanas smiltis tiek kalcinēta.

Caurule, kur notiek locīšana, ir atkausēta. Pirms aizmigšanas pildviela ir jārūpējas par aizbāžņiem, kas neļaus viņam gulēt pietiekami daudz. Ieteicams tos izvilkt no koka, lai tie cieši pieguļ sienām. Vienā no spraudņiem ir nepieciešams sagriezt rievas, caur kurām jāizvada karstais gaiss. Šādas atveres atrodas katrā pusē, t.i., jābūt četrām kvadrātveida sekcijām. Pēc tam, kad caur piltuvi ir uzstādīts spraudnis bez caurumiem, varat sākt pildīt pildījumu. Tajā pašā laikā periodiski vajadzētu notriekt daļu, lai aiztaisītu smiltis. Pēc otrā spraudņa nostiprināšanas var atzīmēt līkumu, nostiprināt daļu un radīt vienmērīgu karsēšanu. Ja daļa ir metināta, šuve jānovieto ārpus līkuma, lai izvairītos no tā novirzes. Gatavās liekšanas daļas krāsai jābūt sarkanā ķiršu krāsai un no caurules - lai izlidotu no skalas.

Metāla izstrādājumus ieteicams salocīt no pirmās sildīšanas, pretējā gadījumā tas var novest pie elementa izturības un lūzuma. Ja pēc atdzesēšanas ir grūti noņemt koka aizbāžņus, tos var uzstādīt uz uguns un pēc dedzināšanas izlej smiltis.
Par aukstās metodes sarežģītību
Aukstuma metodes smalkums:
- Bez aukstajā sezonā neizmantojot īpašus darbarīkus un apkures, var ievērojami atvieglot lieces procesu. Šim nolūkam kā smilšu metodi kā pildvielu izmanto ūdeni. Pēc aizbāžņu uzpildīšanas un uzstādīšanas produkts ir pakļauts sala iedarbībai uz laiku, kas nepieciešams šķidruma pilnīgai sasaldēšanai. Ņemot vērā saldētas ūdens fiziskās īpašības, saliekšana būs vieglāka.
- Lai izvairītos no suku traumām un samazinātu pielietoto spēku, tiek ierosināts izmantot profila cauruli ar sekciju, kas ir nedaudz vairāk saliekta. Šim nolūkam mazāka profila malās tiek izmantots lielāks profils, tādējādi palielinot plecu izturību.
- Meistariem ir ieteicams veikt izmēģinājuma liekumu uz nevajadzīgas produkta daļas, kas sniegs priekšstatu par tās fizikālajām īpašībām un novērsīs kļūdas turpmākajos mēģinājumos.
Apkopojot iepriekš minēto, mēs varam izdarīt secinājumus par to, cik efektīva šī metode būs. Ir lietderīgāk vērsties pie profesionāļiem, kuriem ir speciāli šim nolūkam paredzētas iekārtas, lai iegūtu labāku rezultātu un ietaupītu laiku. Ja darbs ir saistīts ar daudzkārtēju produktu saliekšanu, tad kāpēc nedomā par īpaša aprīkojuma iegādi, un, iespējams, arī par to, lai sniegtu lieces pakalpojumus citiem cilvēkiem. Šādā gadījumā ierīci var ātri atgūt.
Alternatīvi, ir iespēja iznomāt cauruļu liekšanas ierīci noteiktu laiku. Ja jūsu pilsētā ir šāda iespēja, tad jūs ietaupīsiet laiku, un jums nebūs jāmaksā par dārgiem uzņēmumu pakalpojumiem.
Lai iegūtu informāciju par to, kā salokot cauruli bez caurules liekšanas, skatiet šo videoklipu.



















