Profila cauruļu specifikācijas un uzstādīšanas metodes

Moderns celtniecības materiāls ir metalurģijas nozares piedāvātā profila caurule. Profila cauruļu konveijeru ražošana tika uzsākta pagājušā gadsimta vidū, bet tikai tagad šāda materiāla izmantošana ir kļuvusi aktuāla būvniecībā.


Funkcijas
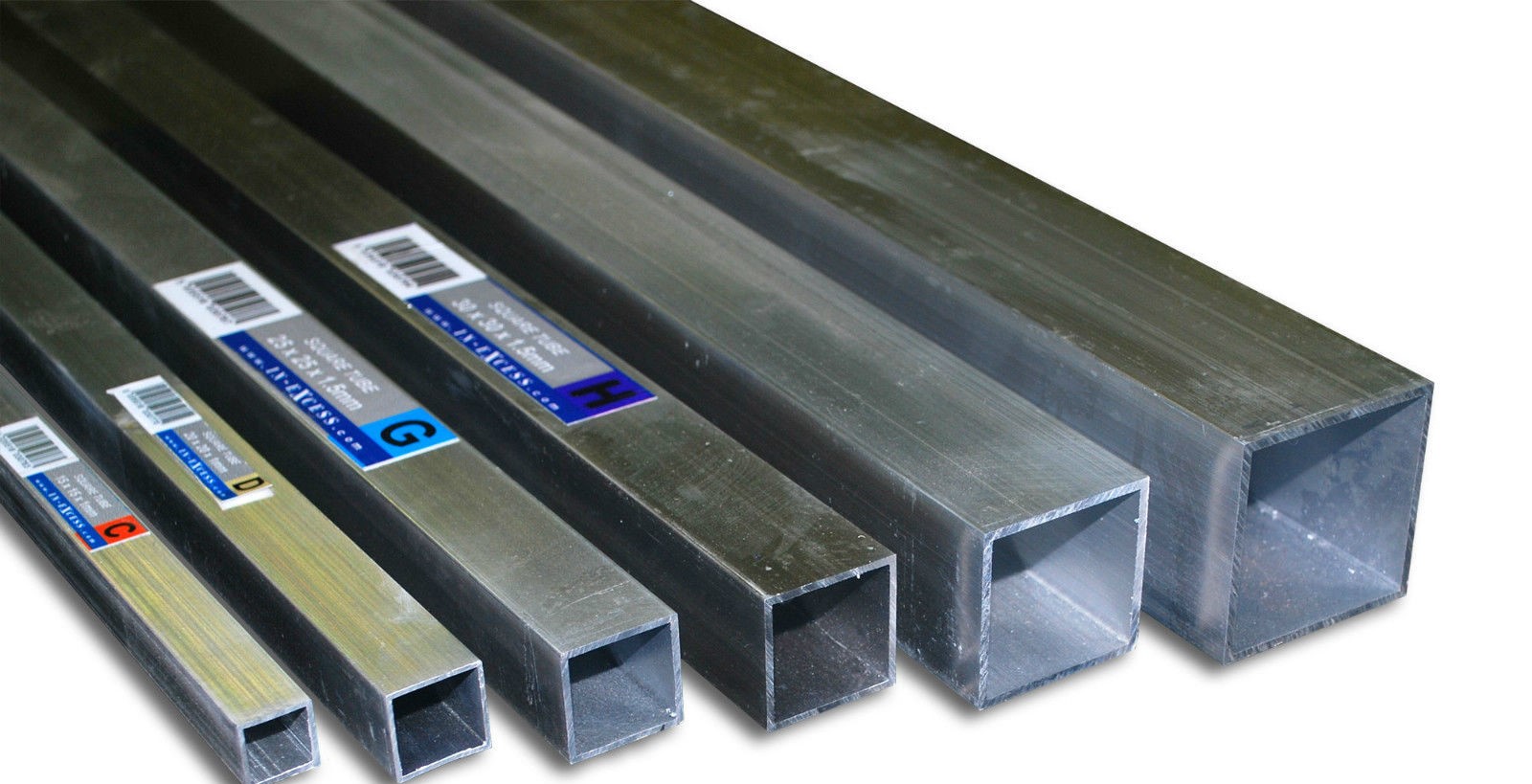
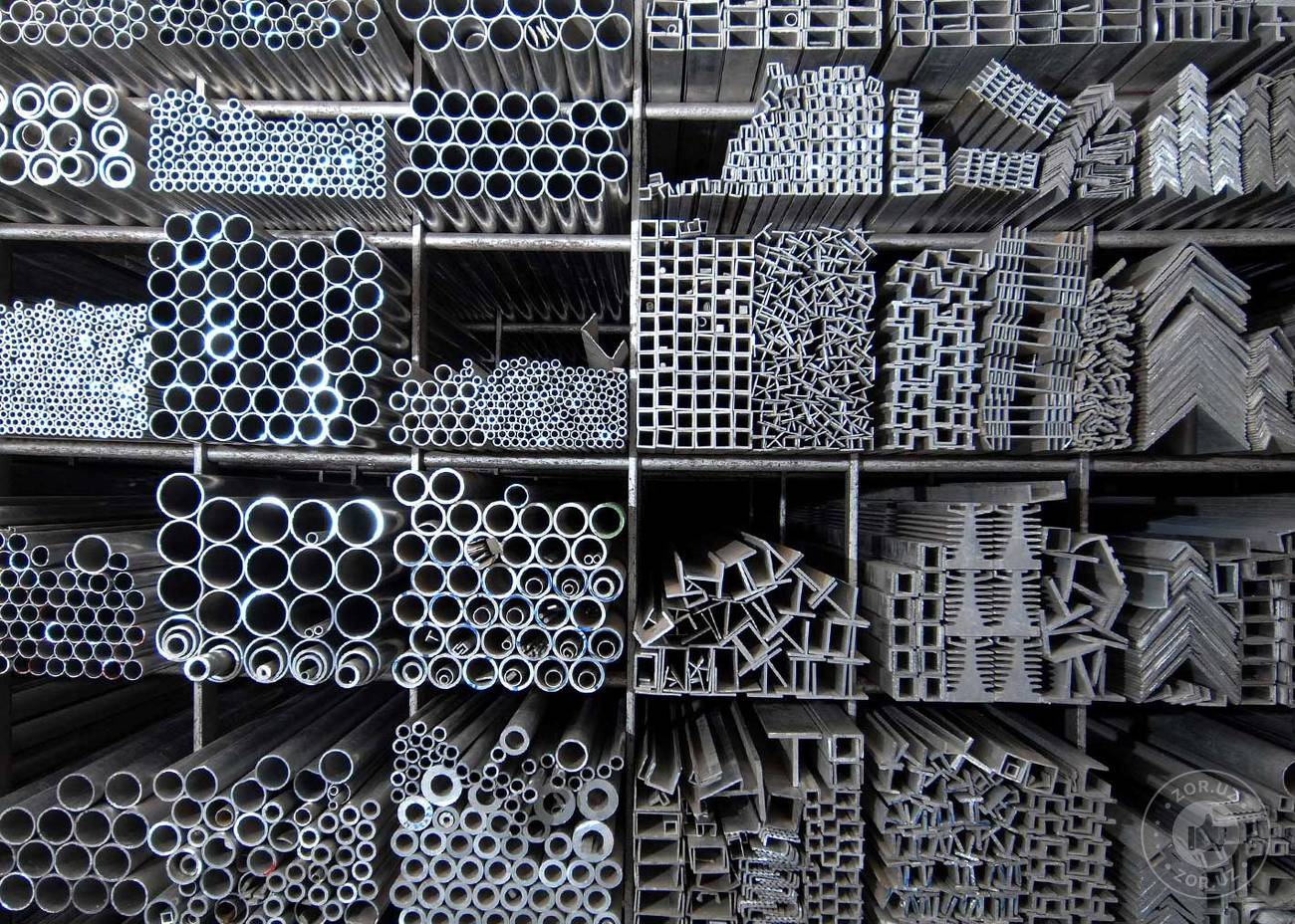
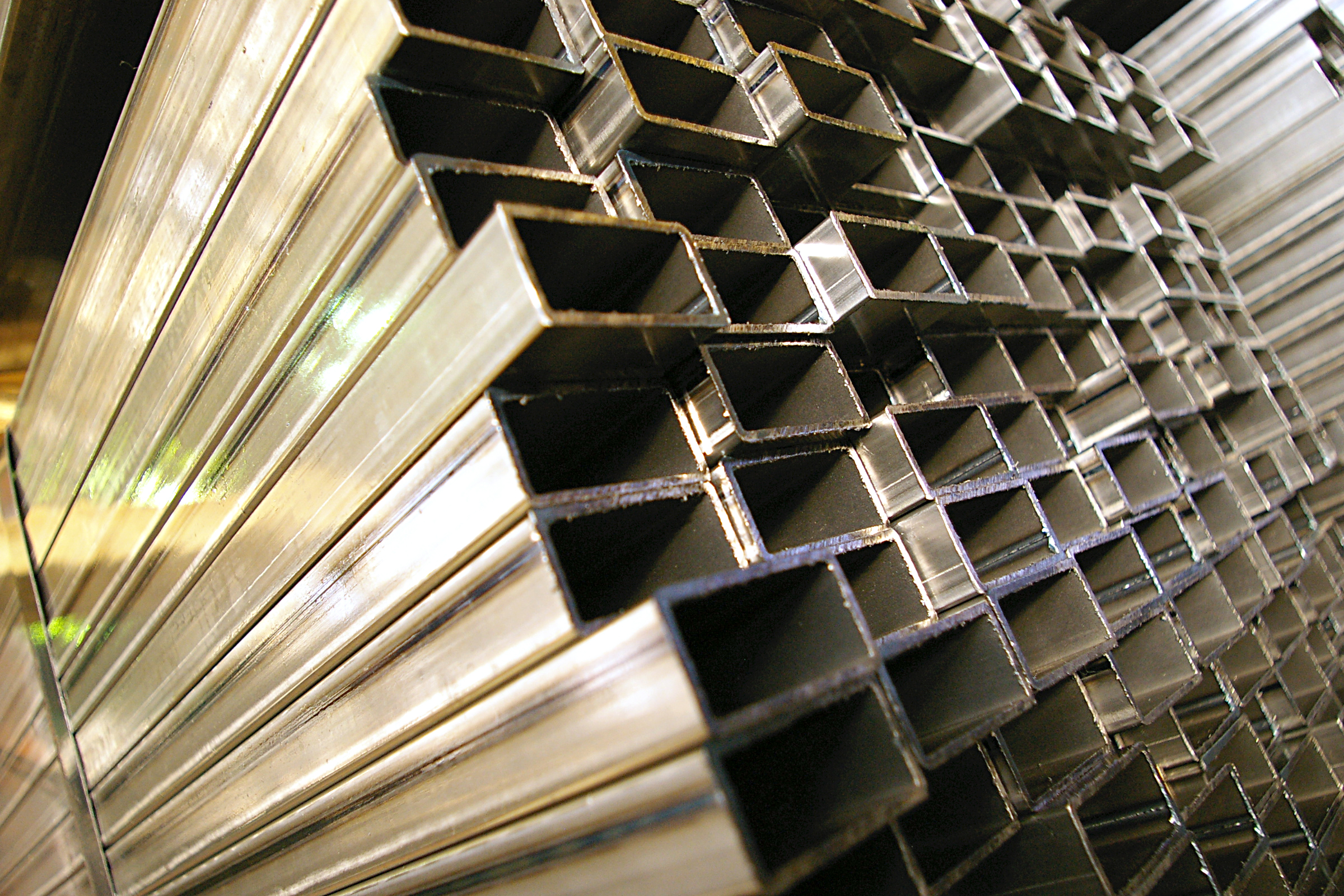
Tukšām stieņu caurulēm var būt dažādas sekcijas, piemēram, kvadrātveida un pat ovālas. Tie ir izgatavoti, izmantojot dažādus materiālus.
Tas var būt:
- nerūsējošais tērauds;
- oglekļa tērauds;
- zems leģētais tērauds;
- plastmasas.
Attiecībā uz šādu cauruļu ražošanas procesu tā sastāv no apaļo sekciju nomaiņas līdz vajadzīgajai formai: kvadrātveida, ovāla vai taisnstūra. Izmantotās sloksnes, kas ir sava veida metāla plāksnes, vai materiāla, kas vēlāk tiks izmantots ražošanā, ražošanā. Tādējādi cauruļvads, kas jau ir gatavā formā, izmantojot specializētu aprīkojumu, iegūst nepieciešamo sekciju formu.
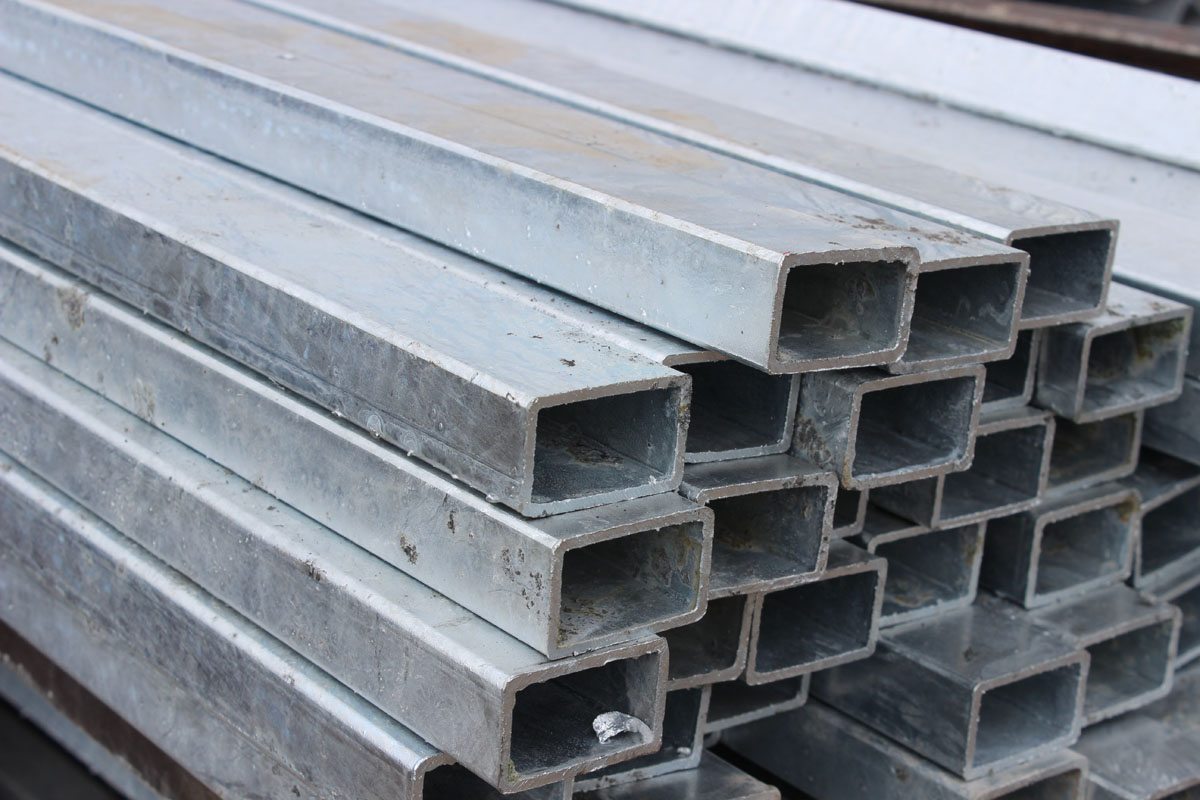

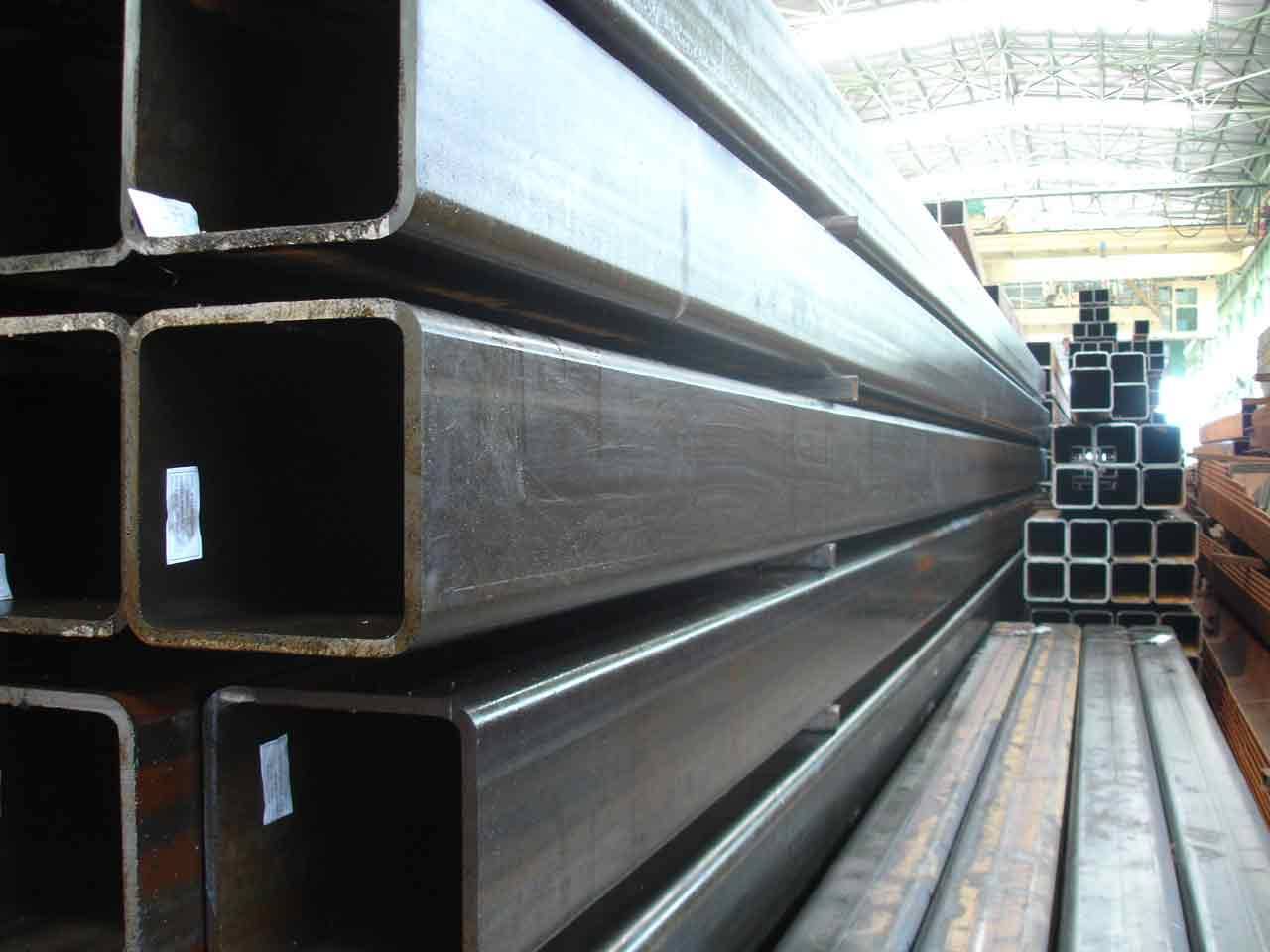
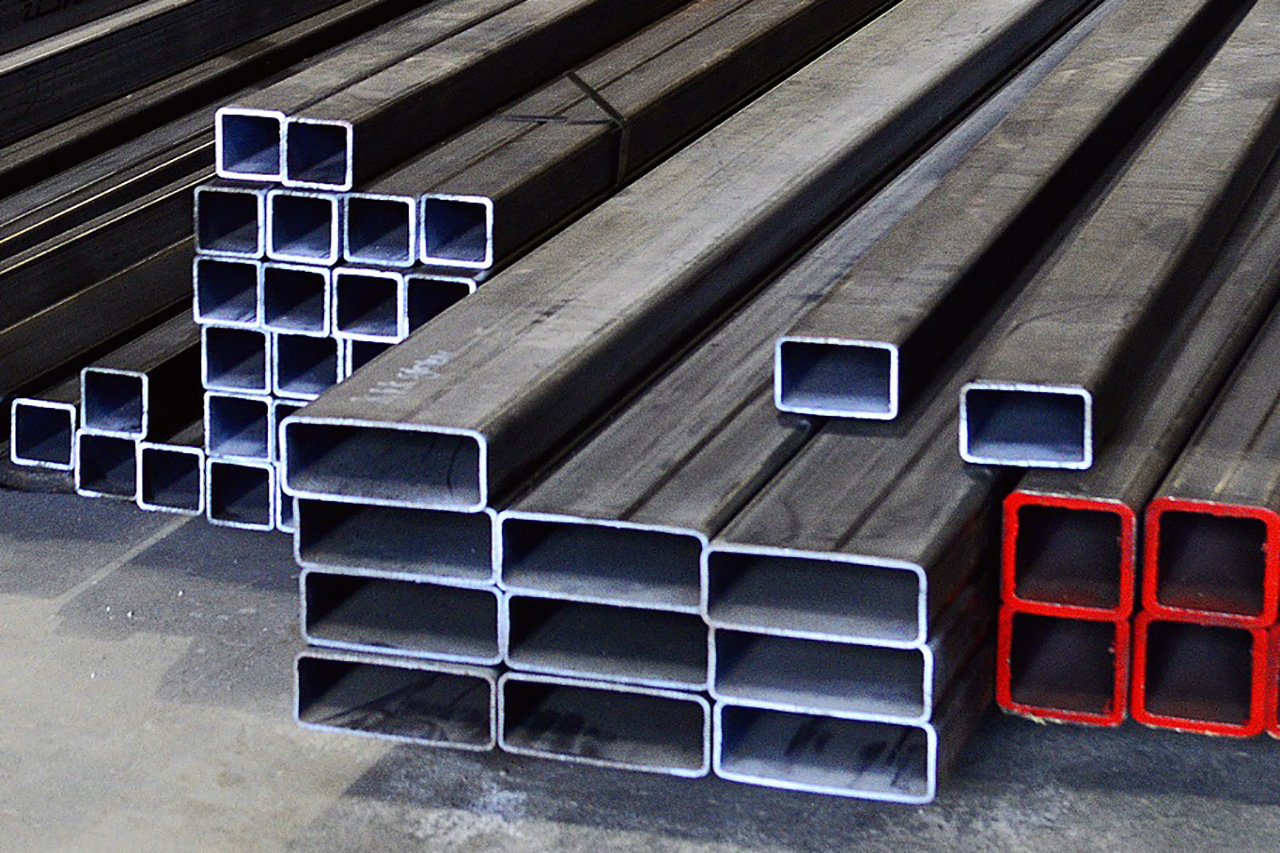
Profilētā caurule var būt alumīnija, metāla, cinkota. Turklāt tas atšķiras pēc izskata - tas var būt ārēji kvadrātveida, taisnstūrveida, ieskaitot biezas sienas un plānas sienas. Profila skatam ir daudzveidīga sadaļa. Minimālā profila caurules daļa ir 1x1 cm, bet maksimālais sekcijas izmērs var sasniegt 50x40 cm, bet šī produkta biezums var būt no 1 mm līdz 2,2 cm, kas spēj izturēt maksimālo slodzi, jo līdzena virsma ir līdzena izplata to segmentā. Šāda produkta svars ir neliels, jo caurule vidū ir tukša. Tādējādi izgatavotais dizains ir ievērojami vieglāks.

Tiek izmantotas profilētas caurules:
- organizēt nākotnes būvniecības sistēmu;
- platformu un lielu stadionu izvietošanai;
- arkas un tiltu būvniecībai un rekonstrukcijai;
- lauku saimniecību izbūvei;
- kā pamatu stendiem;
- zemu tipa mansardu vai ēku būvniecībai;
- starpsienu vai telpu būvniecībai rūpnieciskai izmantošanai.



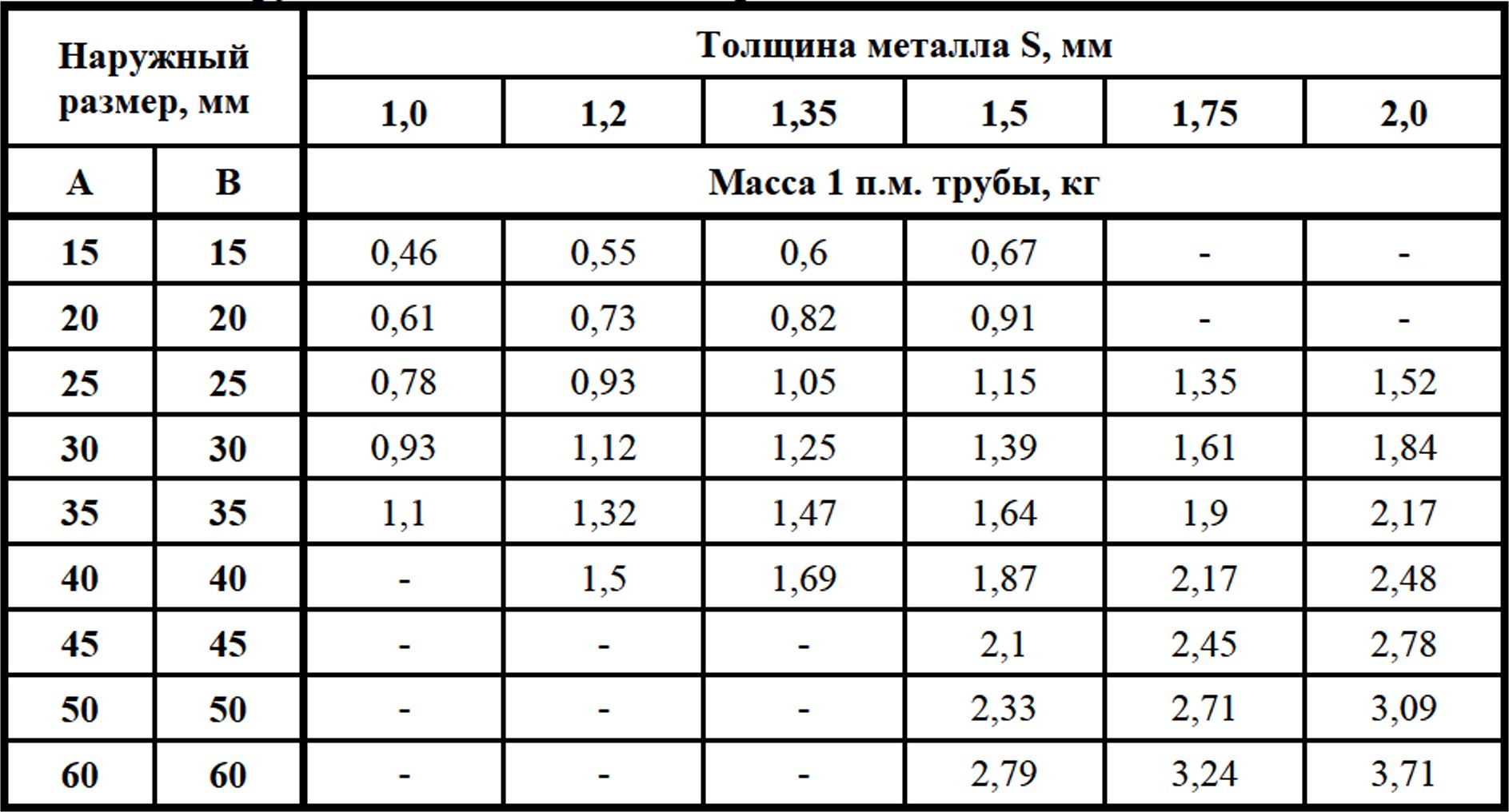
Ļoti svarīgi materiāla masas darbā. Lai saprastu, cik lielā mērā caurule sver un vai tā ir piemērota vajadzīgajam darbam, jums palīdzēs tabula, ko ražotājs piešķir katram cauruļu zīmolam. Pamatojoties uz viņas datiem, jūs varēsiet noteikt, vai tas varēs saliekt mājās. Jāatzīmē, ka šis materiāls dažos celtniecības darbos un konstrukcijās ir pamata. To var izmantot, lai organizētu noliktavas ēkas pārklāšanās sistēmu. Tātad iegūstiet uzticamu un samērīgu cenu.
Ja sastatnes ir konstruētas no profila caurulēm, tad jūs varat viegli nokļūt jebkuras ēkas fasādē remontdarbiem vai apdares darbiem.


Sakarā ar to, ka šāda veida cauruļvadi īsā laikā ir viegli savienojami, izmantojot to, jūs varat uzstādīt torņa celtni, un jums nebūs nepieciešams izmantot smago tehniku.
Attiecībā uz šī materiāla iezīmēm, starp tām ir:
- šo cauruļu izmantošana ir ekonomisks risinājums, jo lielu ēku būvniecībai ir vajadzīgs mazs materiāls;
- uzstādīšanas ātrums un vieglums ir būtiska priekšrocība, kas ļauj jums īsā laikā izveidot lielgabarīta ēku;
- profila tipa cauruļu ražošanā izmanto pretkorozijas apstrādi, kas ir pilnībā piemērota sanitārajiem un higiēnas standartiem;
- Vēl viena profila caurules profilu iezīme ir aizstāt vienu no visām konstrukcijām, jo šādā darbā nav nepieciešams to izjaukt bojātajā daļā, un ir pietiekami noņemt veco cauruli un uzstādīt jaunu tajā pašā vietā;



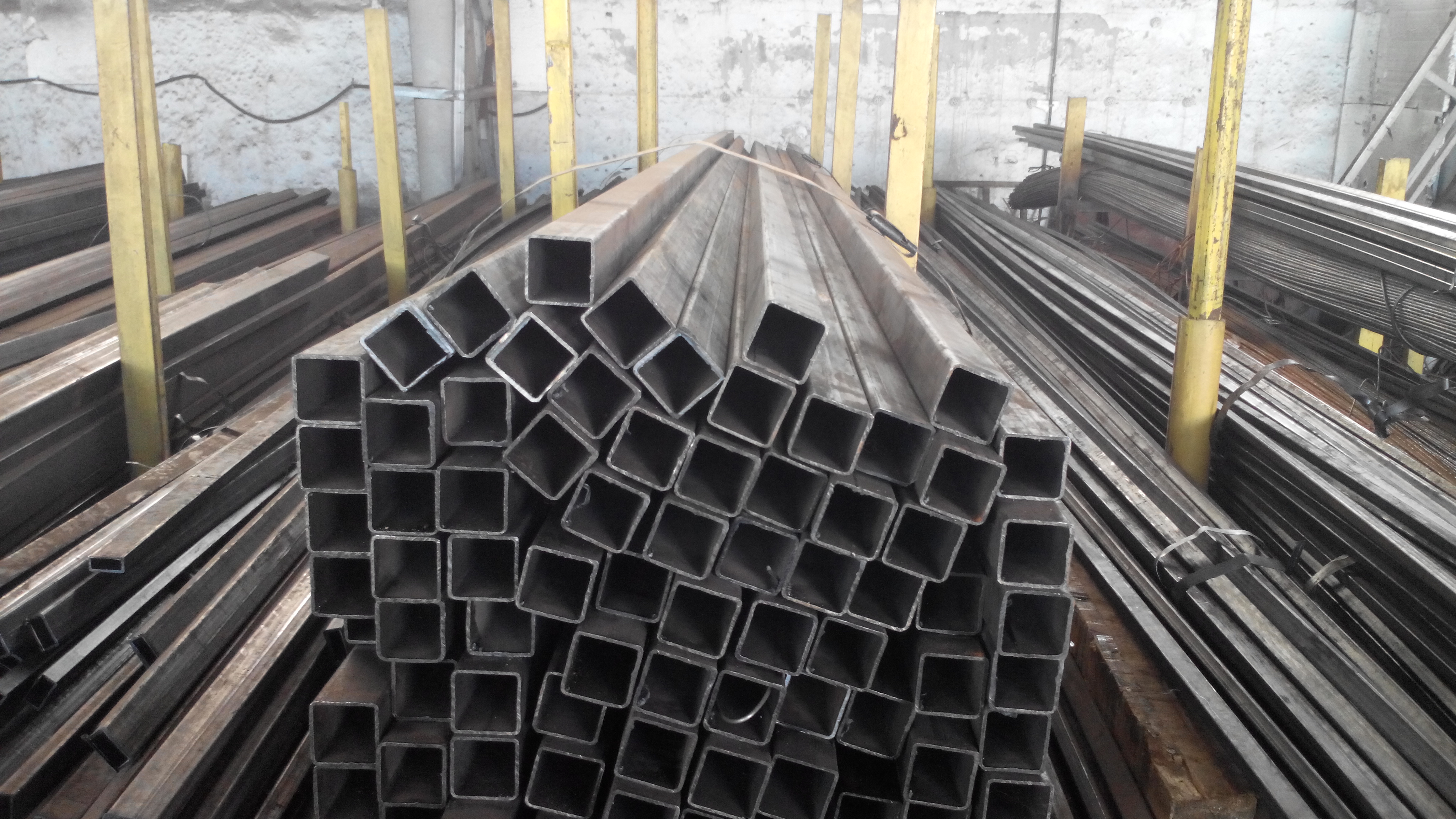
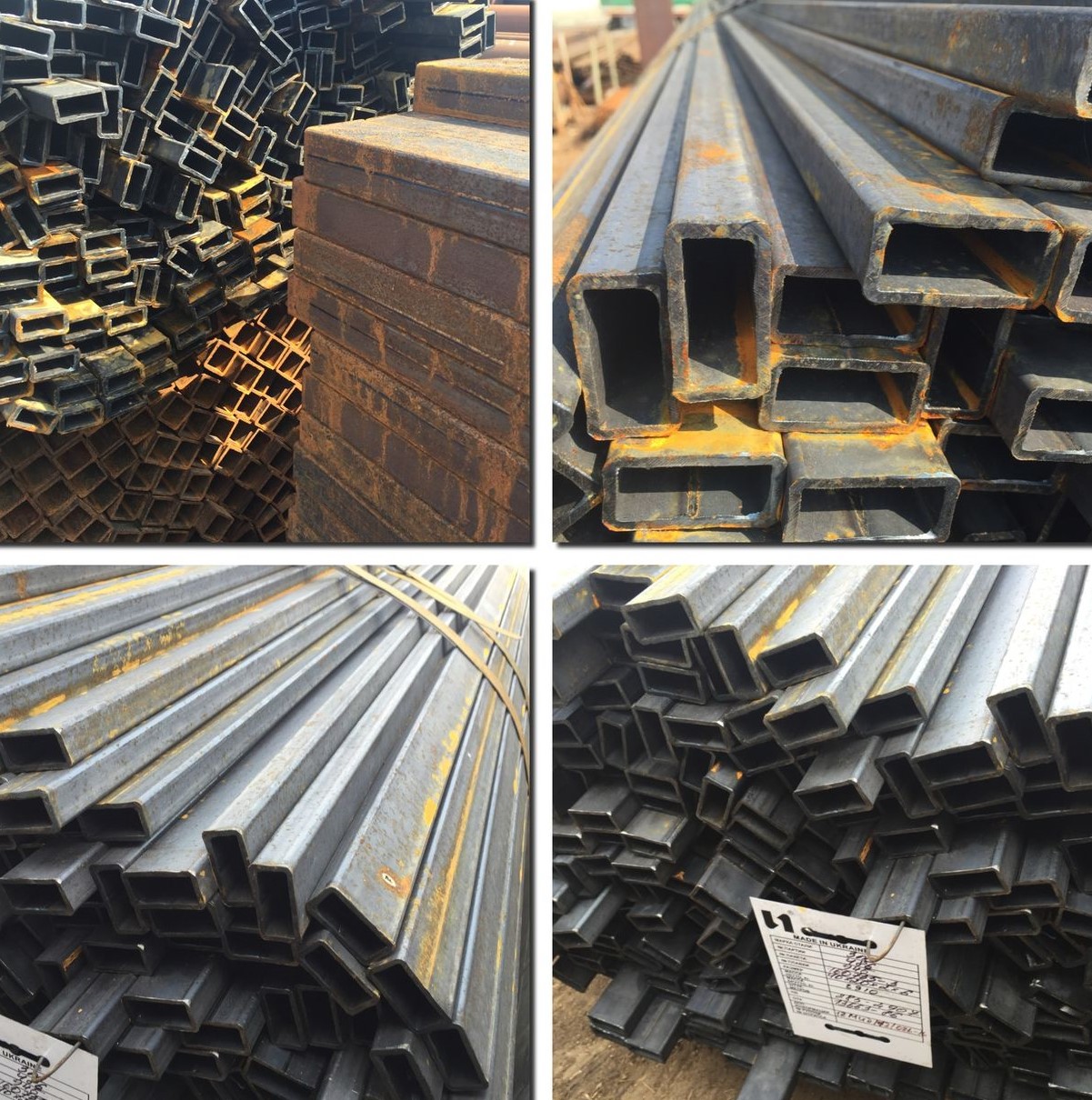
- transportēšanas vieglumu pamato tas, ka caurules ir kvadrātveida vai taisnstūra formas un tādējādi droši nostiprinātas vienā pozīcijā;
- šādas caurules ir izturīgas pret lielām slodzēm un lieces;
- to izmantošana ļauj veidot jebkura veida sarežģītības struktūras.



Sakarā ar to, ka profila tipa caurulēm ir tādas iezīmes, kas ievērojami pārsniedz iespējas ar apaļu šķērsgriezumu, tās ir ieguvušas popularitāti un kļuvušas svarīgas lietošanai dažādiem mērķiem. Tomēr daudzi uzskata, ka šāda produkta augstās izmaksas un izturība pret koroziju ir slikta.
Suga
Proftrubiju ir grūtāk veikt, nekā iespējas ar apaļu daļu. Ražošanas process šajā gadījumā notiek vairākos posmos. Pirmajā posmā rūpnīca pērk pusfabrikātu, proti, metāla lentes ar biezumu, kas būs gatavās profila caurules sienu biezums. Pēc tam lente tiek noņemta, veidota garenvirziena griešana, iztaisnošana, sloksnes galu nogriešana, metināšanas darbi un novietošana uz uzglabāšanas iekārtas. Uz šīs iekārtas tiek ražota caurule ar apaļu šķērsgriezumu, tad tā tiek uzstādīta formēšanas mašīnā. Šī mašīna veic cauruļu sekciju iepriekšēju metināšanu un palaiž iekārtas, kas veic temperatūras apstrādi un veido apaļās caurules profila daļu.
Pēc ražošanas pabeigšanas produkts tiek pārbaudīts atbilstoši GOST standartiem. Šim testam tiek veikta defektu noteikšana, produkts vizuāli pārbaudīts un izmēri tiek pārbaudīti. Nobeiguma posmā ražotās caurules sagriež atsevišķos gabalos un iepako.
Ražošanas process var atšķirties, jo caurules var būt bezšuvju, karsti velmētas un auksti velmētas. Turklāt pat tehnoloģija materiālu veidošanai ar profila sadaļu var būt atšķirīga.
Cauruļu veidi:
- Bezšuvju karsts. Šai opcijai ir augsta izturība, izturība pret koroziju.
- Profils auksti velmēts. Izstrādāts, lai izturētu lielu un regulāru spiedienu. Turklāt šādam produktam ir lielisks blīvuma rādītājs.
- Metināts ar profila tipa sadaļu. Šim tipam ir labs blīvuma rādītājs un ir paredzēts ilgstošai darbībai.
Ja mēs runājam par šādu cauruļu izmantošanu, tad tos, kas pieder pie standarta šķirnes, var izmantot cauruļvadu vadīšanai, kabeļu aprīkojuma vilkšanai, sastatņu veidošanai, kā arī kā žogs noteiktai sadaļai. Stumbra caurules izmanto, lai izveidotu cauruļvadu, kur ir iespējami spiediena kritumi. Ir arī karstumizturīgas šķirnes, ko izmanto rūpnieciskajā un pārtikas rūpniecībā, un īpašas profila caurules, kuras tiek izmantotas automobiļu detaļu izgatavošanas procesā. Attiecībā uz caurulēm, kas tiek izmantotas ēku uzstādīšanas procesā, tās ir strukturālas profila šķirnes. Ar viņu palīdzību būvniecības nepieciešamību izmantot celtņus un citas smagās iekārtas, lai izveidotu debesskrāpjus.



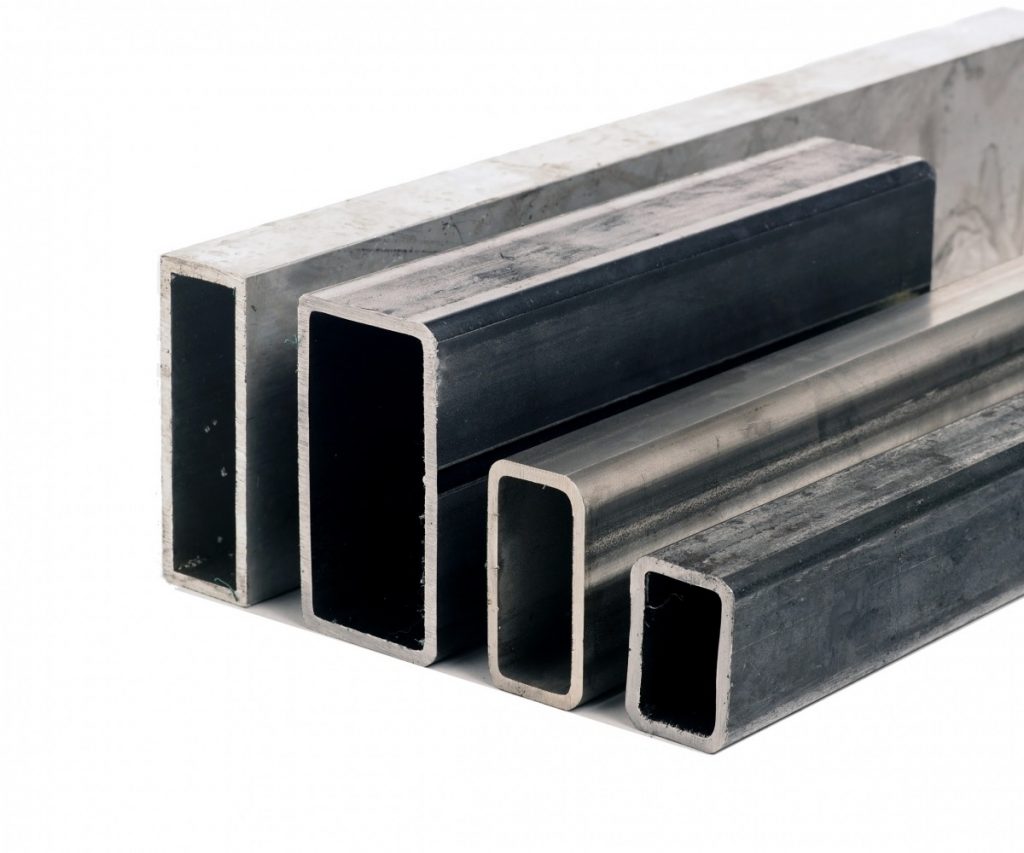
Atsevišķi jāapsver caurules forma. Tie ir izgatavoti no ovālas, taisnstūra, kvadrātveida un plakanas sekcijas. Turklāt tie atšķiras pēc materiāla. Tas var būt metāla vai plastmasas. Metāls ir visprasīgākais materiāls, jo tas ir izturīgs. Plastmasas stabilitāte ir zemāka, bet cena ir pieņemama.
Ražošanas posmi
Cauruļu izgatavošanas process sastāv no vairākiem posmiem:
- iegūtās sloksnes apstrāde;
- ražošana ar apaļu daļu;
- pāreja no apaļas uz formu;
- veicot termisko apstrādi un sagriežot nepieciešamos izmērus;
- kontrolēt atbilstību GOST.

Materiāls profila caurules ražošanai tiek piegādāts rūpnīcā metāla ruļļu veidā. Šie ruļļi ir noņemti un sagriezti sagriešanas iekārtā. Pēc tam, kad veltnis ir sagriezts vajadzīgajā platumā, sloksnes tiek sametinātas vienā garā un apveltas uz cilindra. Tas ir nepieciešams, lai frēzēšanas iekārta nedarbotos. Tādējādi izvairieties no ražošanas pārtraukumiem.


Pēc tam plāksne tiek padota no cilindra uz formēšanas mašīnu, kas ražo cauruli ar apaļu šķērsgriezumu. Šajā posmā tiek iegūta caurule, kas nav aizvērta ar šuvi. Tukšā stikla veidošanas stadijā metāls tiek termiski apstrādāts. Pēc apstrādes apstrādājamā detaļa tiek uzstādīta metināšanai, kas metina cauruli. Metināšana notiek cepeškrāsnī, ti, izmantojot aizsarggāzi vai izmantojot augstfrekvences strāvu. Kas attiecas uz šuvi, tā var būt taisna vai spirālveida. Lai metināšanas šuve būtu uzticama un izturīga, iekārta paplašina šuves malas. Tādā veidā tiek iegūts urbums - izkausētā metāla pārpalikumi tiek piespiesti profilētās caurules virsmai, papildus urbums tiek noņemts ar kuteri, un šī posma beigās caurule tiek atdzesēta ar emulsijas sastāvu.

Nākamajā posmā profilētās caurules vajadzīgo šķērsgriezumu veido caurules apaļa daļa. Šī procedūra notiek vienā vai divās dažādās versijās. Tātad, piemēram, ja ir jāizveido caurule ar ovālu vai plakanu sekciju, tad šim priekšmetam ir jāizvada caur kalibrēšanas tipa veltņiem. Tie ir izstrādāti, lai sagatavotu sagatavi visā garumā. Ja ir nepieciešama kvadrātveida, taisnstūra vai jebkura cita sadaļa, tad iepriekšējais solis tiek pievienots citam solim - izlaižot sagatavi caur profilēšanas mašīnu. Viņš jau ir automātiskā režīmā, veidojot nodaļā izveidoto sadaļu.
Ražošanas beigās iegūtā caurule tiek sagriezta vienāda garuma segmentos, tiek veikts pētījums par atbilstību standartiem un, ja viss atbilst, iepakojiet un nosūtiet adresātam.

Lai caurule tiktu papildus aizsargāta, veiciet aukstu vai karstu cinkošanu. Ja tiek veikta karsti cinkošana, tad caurule tiek iztīrīta un iemērc vannā ar verdošu cinku, un, ja tiek izmantota aukstā metode, uz produkta virsmas tiek uzklāts pulvera vai polimēra krāsas slānis.
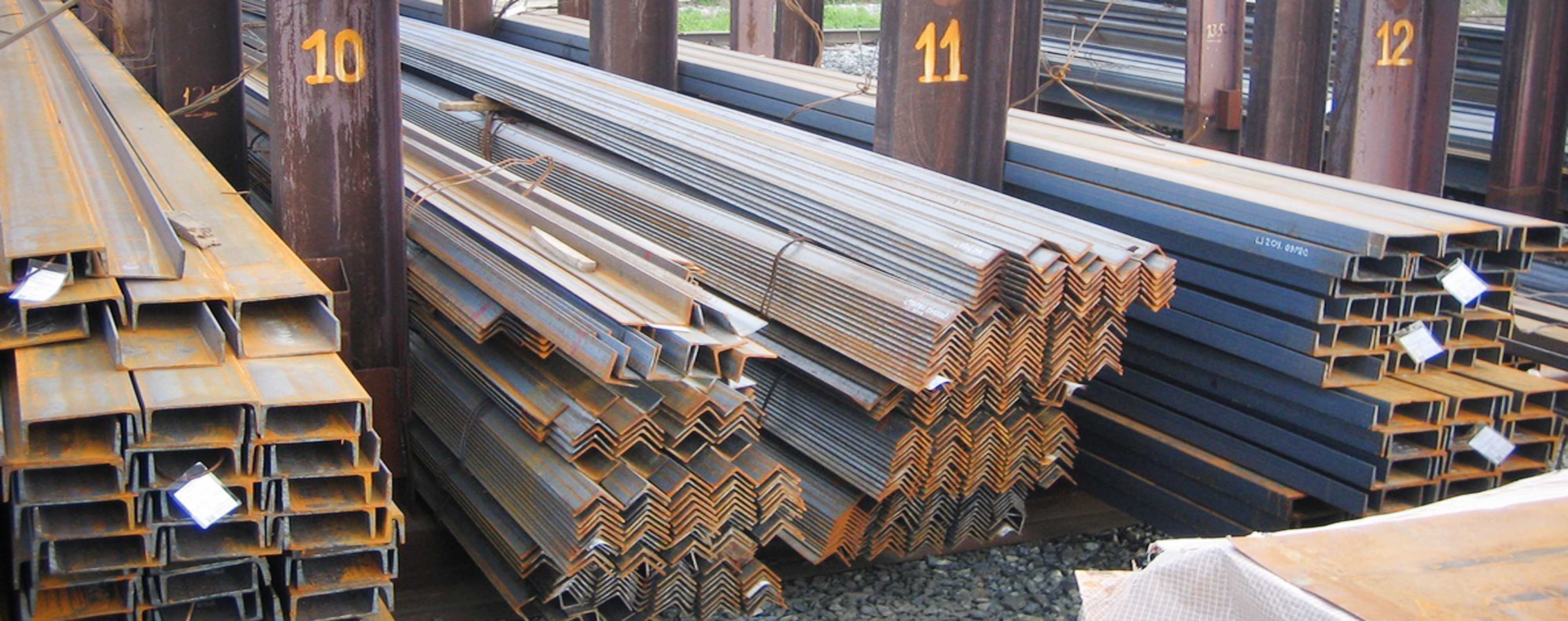
Izmēri
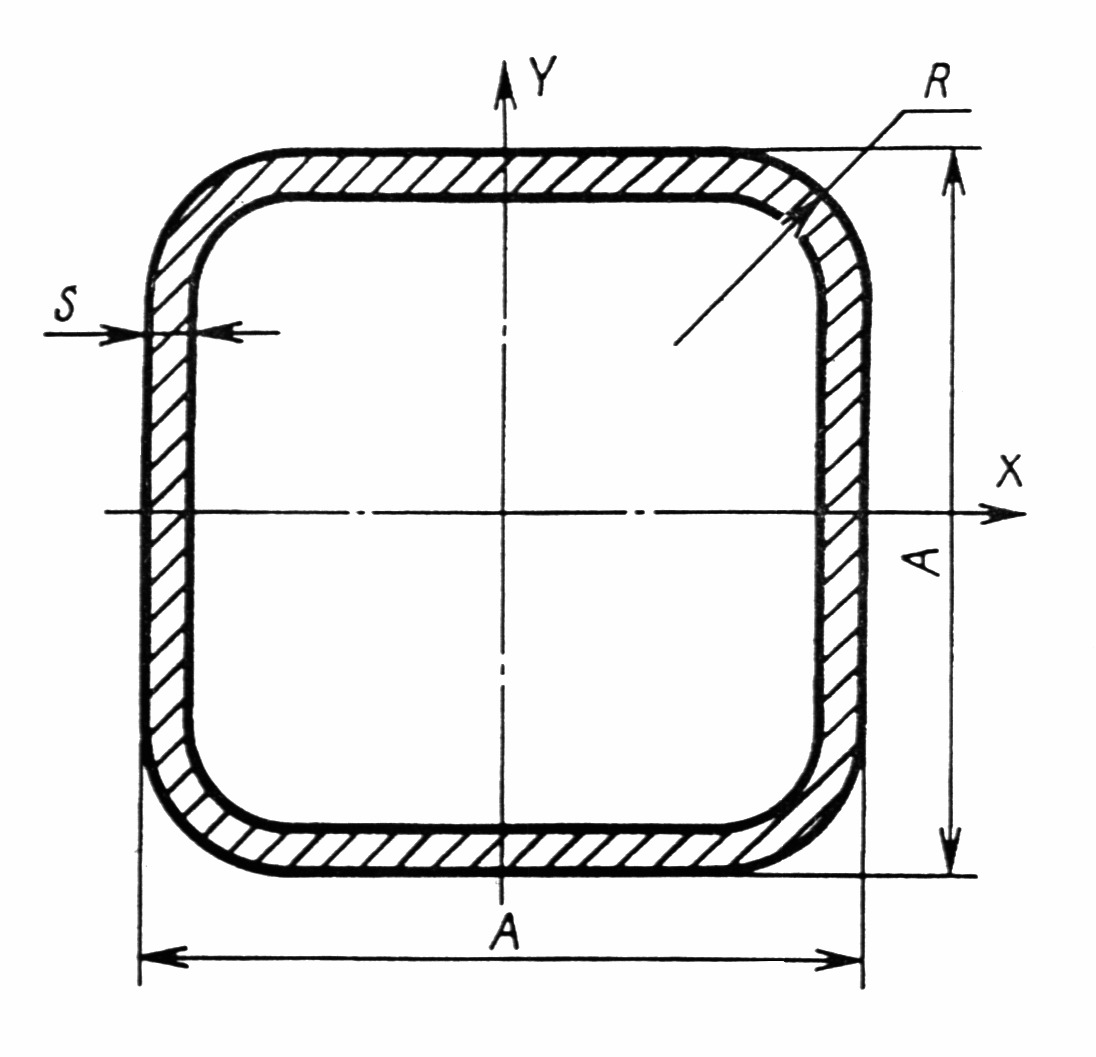
Saskaņā ar standartiem dažādu sekciju cauruļu izmēri tiek aprēķināti, pamatojoties uz to ražošanā izmantotajām izejvielām. Šāda metāla blīvums ir 7,85 grami uz kvadrātcentimetru. Caurulēm ar profila sadaļu ir noteikti kritēriji, kas noteikti GOST 8645-68.
Produkta prasības ir šādas:
- ārējās sienas garums ir no 1,5 līdz 18 cm;
- ārējais platums var būt no 1 līdz 15 cm;
- sienas biezums var būt arī no 1 mm līdz 1,2 cm;
- šķērsgriezums var būt visdažādākais;
- svars tiek aprēķināts metros, piemēram, viens metrs var būt 300 grami un 55 kilogrami, tas viss ir atkarīgs no caurules daļas.

Tādējādi profila cauruli ar kvadrātveida šķērsgriezumu var izgatavot saskaņā ar GOST, kas ļauj izgatavot caurules ar ārējām ribām no 1 līdz 18 cm un sienu biezumu no 1 līdz 6 mm. Šajā gadījumā šķērsgriezuma laukums var mainīties no 0,343 cm2 līdz 90 cm2. Svars var būt no 269 gramiem uz 1 metru un līdz 70 kg uz 1 metru.
Ja tiek izgatavota konstrukcija ar ovālu šķērsgriezumu, tad šādu produktu ražošanā ir atļauts izmantot lielākus un mazākus izmērus. Attiecībā uz lieliem izmēriem to diametrs var būt no 6 mm līdz 9 cm, un mazāks diametrs var būt no 3 mm līdz 50 mm.Sienu biezums var būt no 0,5 līdz 2,5 mm. Arī ar šo produkciju ir atļauts ārējais diametrs 5 mm un līdz 11 cm, ja caurule tika ražota atbilstoši šiem parametriem, tad viena metra produkta svars var sasniegt 4 kg.
GOST precizē cauruļu izmērus un citus parametrus, kas visvairāk pieprasīti patērētājiem. Šādu cauruļu ražošanā vienam klientam ar lielu skaitu produktu var apspriest atsevišķu noteikumu GOST.
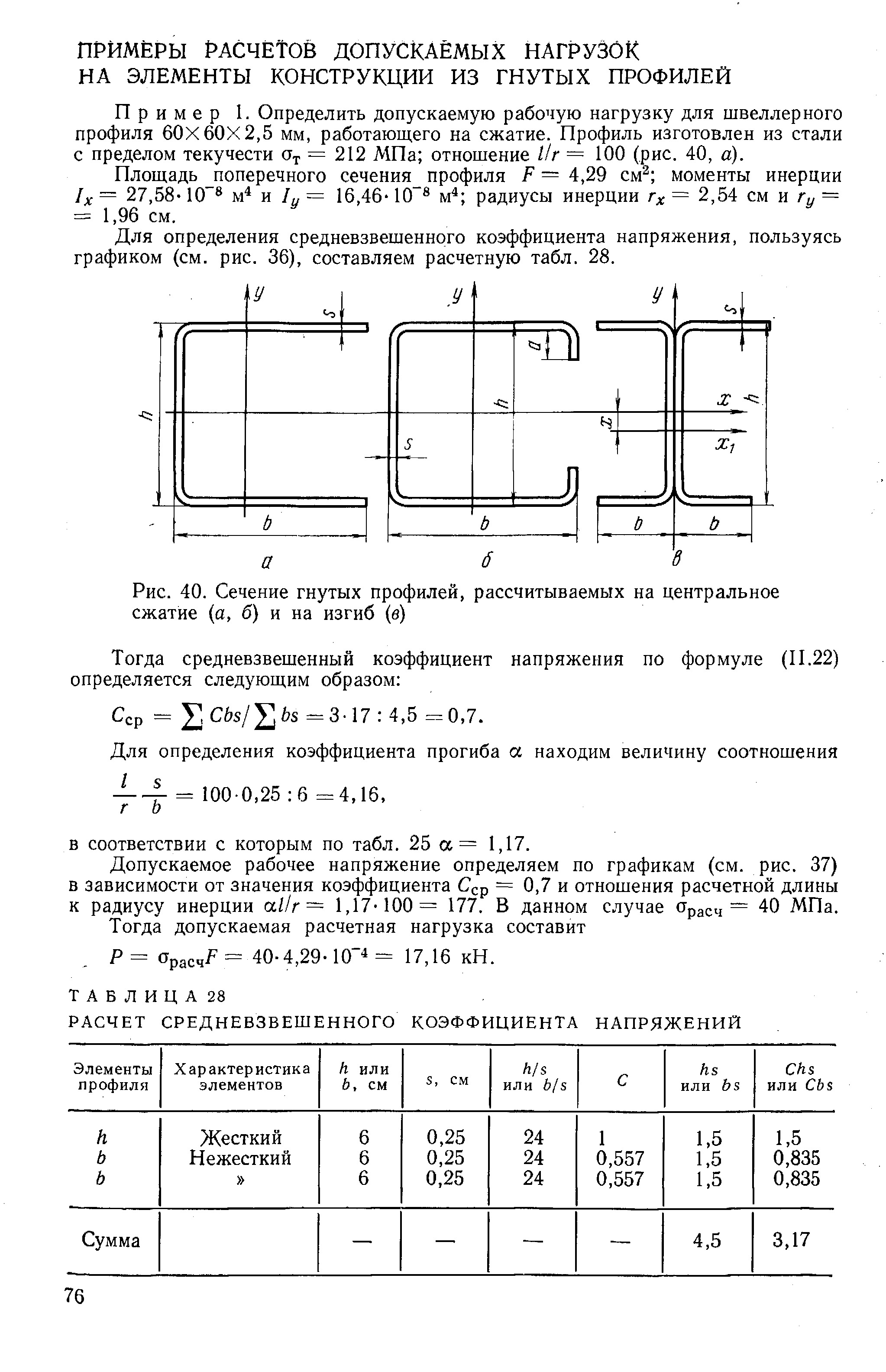
Slodzes aprēķins
Izvēloties profilu caurules, pircējam jāzina, cik svarīgi ir aprēķināt atbalsta konstrukciju parametrus un slodzes. Bet ne visi zina, kā pareizi veikt šādus aprēķinus un iegādāties tādu šķērsgriezuma cauruli, lai slodzes būtu piemērotas turpmākai būvniecībai. Ja no caurulēm tiek izgatavotas margas, žogi vai siltumnīcas, tad to var izdarīt bez aprēķiniem, bet, ja no šīm caurulēm tiks veidota nojume, jumts, aizsargs uc, tad ir nepieciešams veikt precīzus aprēķinus.
Jebkuram materiālam piemīt īpašības, kas iztur dažas kravas. Šajā gadījumā nav izņēmuma un tērauda, no kura caurules tiek izgatavotas ar profila sekciju. Ja struktūru ietekmēs pareiza slodze, tad tā var izturēt to, bet diemžēl tā saliekt. Bet pēc svara izņemšanas no konstrukcijas tas tiks atjaunots sākotnējā stāvoklī. Un, ja jūs pārsniegsiet pieļaujamo slodzi, tad tā saliekt un pēc svara noņemšanas tā paliks saliekta.

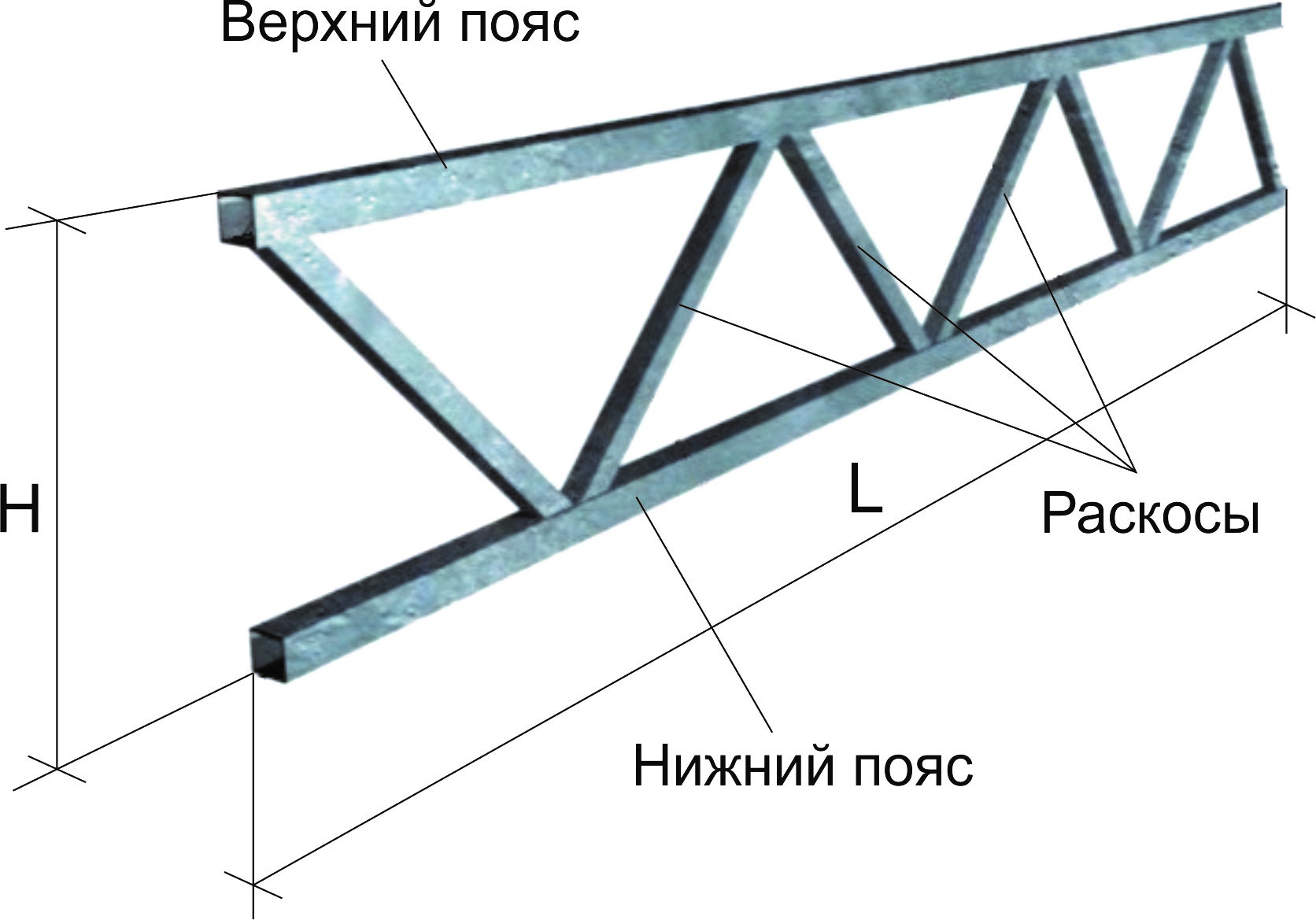
Veicot slodzes aprēķinus, ir jāņem vērā šādi parametri:
- cauruļu izmēri un sekcijas tips;
- konstrukcijas sprieguma parametri;
- tās pirmkoda kvalitāti, no kuras tiks veidota caurule;
- iespējamo slodžu tipi, kas ir jānovērš caurules konstrukcijā.

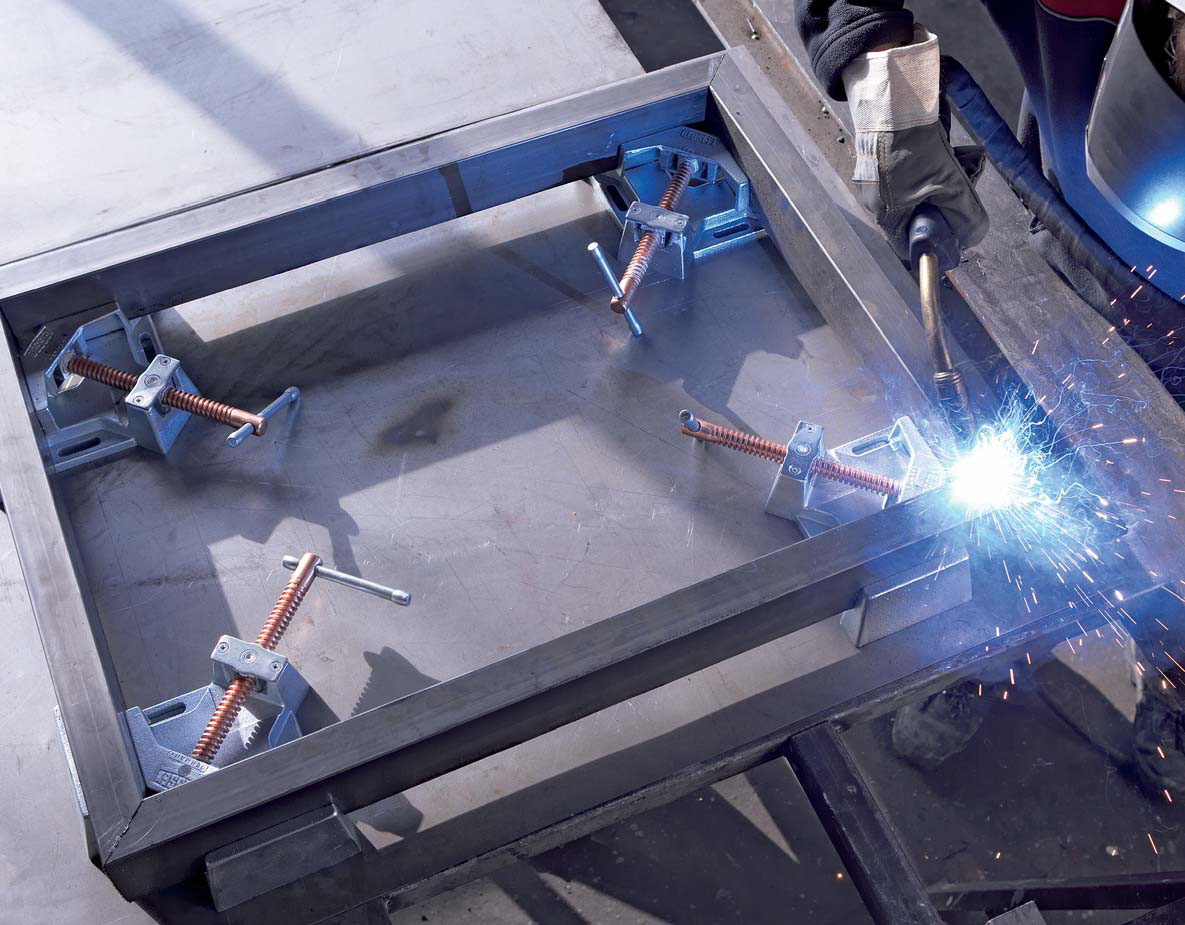
Asambleja
Profila tipa caurules tiek izveidotas saskaņā ar GOST noteiktajiem standartiem. Tas dod iespēju izmantot materiālu kā pamatu atbalsta struktūrām. Lai konstrukcija tiktu uzcelta īsā laikā, speciālisti izstrādāja īpašus stiprinājumus. Tas var būt kā skava un dažādas plāksnes un skavas. Mūsdienu būvniecībā visbiežāk tiek izmantoti krabju pielikumi. Viņi var apvienot vairākus materiālus. Tās var būt X-, G- un T-formas. Izgatavojiet šādus stiprinājumus no cinkota tērauda. Šādas stiprinājuma sistēmas galvenā priekšrocība sastāv no divām sastāvdaļām, kas ļauj pilnībā aptīt produktus un droši tos salabot.
Izmantojiet arī skavu un stiprinājumu sistēmu, ar kuru savienot cauruli. Savienotāji ir šķērsformas, trīskāršas un leņķa formas. Krusts un tee var savienot vairākas caurules, un ar stūra palīdzību var saliekt struktūru.

Ja ir vairāku veidu stiprinājumi, jūs nevarat izmantot metināšanu, kas ir ļoti ērta, projektējot nelielu konstrukciju, piemēram, teltis un līdzīgi mazi priekšmeti.
Padomi
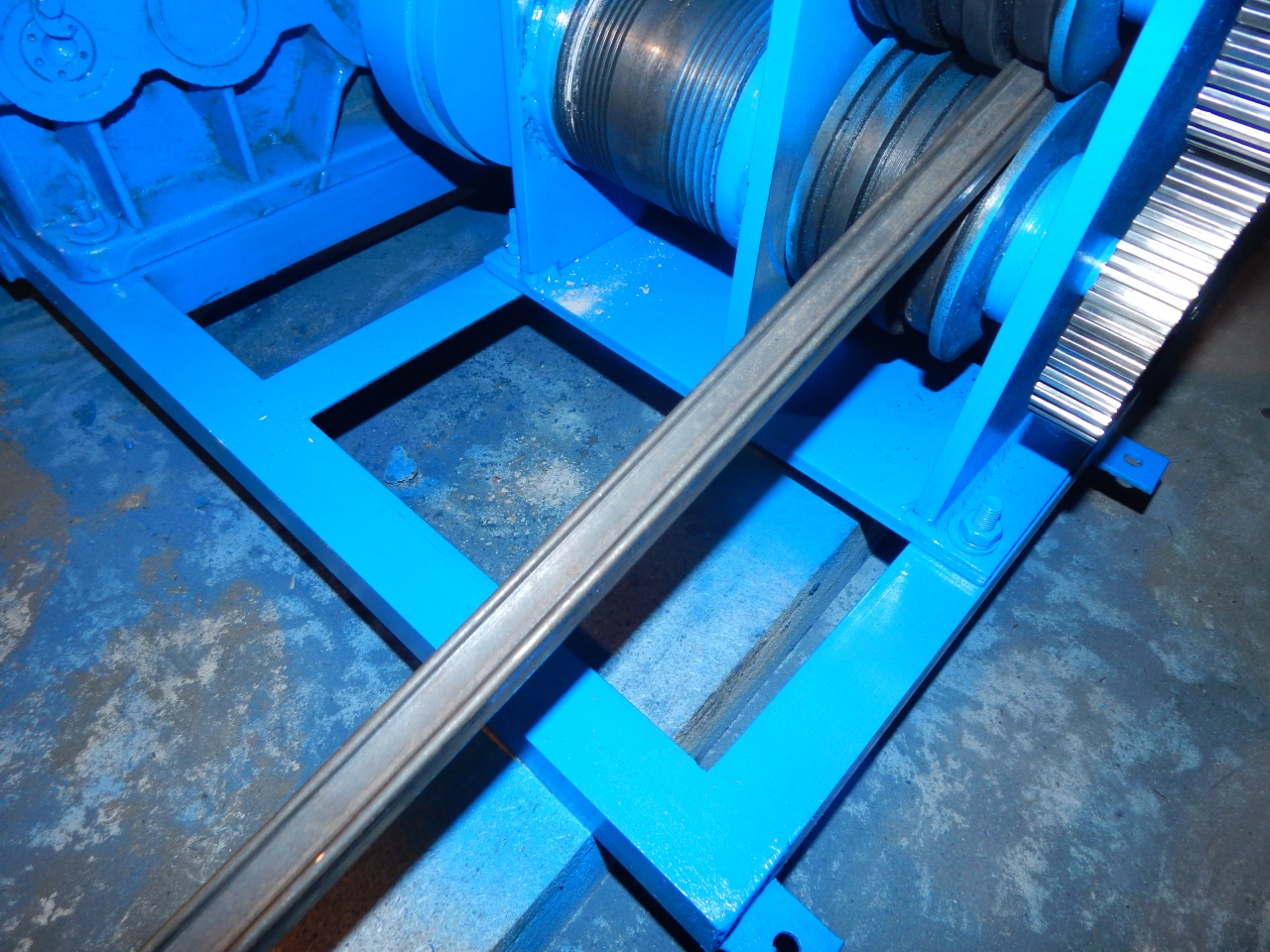
Lai izgatavotu caurules, kas aplūkotas šajā rakstā, izmantojiet īpašus veltņus. Viņiem var būt liela jauda, ar kuru palīdzību cauruļvadi zem noteiktās daļas ir deformēti. Ja jūs pats vēlaties izgatavot šāda veida cauruli, kurai nebūs liela slodze, piemēram, mēbeļu vai siltumnīcu ražošanai, tad ir pietiekami iegādāties nelielu mašīnu, kas var izgatavot metāla profilu. Un, ja ir nepieciešams ražot profila caurules, kas izturēs noteiktas slodzes, ti, tās tiks izmantotas gultņu konstrukciju projektēšanai, tad jau ir nepieciešams iegādāties gatavus elementus, kas ražoti, izmantojot īpašu tehnoloģiju un rūpnīcas apstākļos.


Ražošana rūpnīcā notiek saskaņā ar šādiem soļiem:
- Iekārta saņem lielus ruļļu dzelzs šķeteres, kas sagriež sloksnēs, kas atbilst izgatavotās caurules daļai;
- tad, izmantojot metināšanas mašīnu, visas sloksnes ir savienotas vienā garā sloksnē, kas tiek apvīta uz cilindra;
- tad ievietojiet šo lenti mašīnā, kas veido sloksni caurulē ar apaļu šķērsgriezumu;
- pēc tam sagataves tiek metinātas vienā veselā apaļajā caurulē;
- tad metinātos elementus atdzesē un apstrādā;
- pēc pārstrādes caurules novieto mašīnā, kas jau veido apaļu daļu ar noteiktu šķērsgriezumu, tas ir, caurulē ar kvadrātveida, taisnstūra vai ovālu šķērsgriezumu.
Eksperti iesaka izmantot 4 rullīšus kvadrātveida formas caurules ražošanā un mašīnu ar 2 veltņiem ovālas sekcijas caurules ražošanā.

Arī pēc cauruļu ražošanas tie ir jāpārbauda, vai tie atbilst GOST standartiem.
Lai to izdarītu, izmantojiet šīs kontroles metodes:
- Kļūdu noteikšanas virpošanas metode, kas atklāj magnētisko un elektrisko uzticamību.
- Vizuālā pārbaude atklāj iespējamos defektus, rievas, pārkāpumus un līdzīgus kritērijus, kurus nevar atklāt iepriekšējā pārbaudes stadijā.

Pēc testa pabeigšanas struktūra tiek sakarsēta un atdzesēta. Tādējādi produkts tiek termiski apstrādāts. Ja tiek veikta pašizgatavošana, labāk ir veikt augstas temperatūras apstrādi, izmantojot lampas tipa lampu. Bet tas ir labāks, ja šādu cauruli neveido pats, jo tas prasa 4 ruļļu klātbūtni, kā arī specializētu mašīnu, kas veic darbu ar augstu trokšņa līmeni, kas nav pieņemams dzīves apstākļiem.
Ja caurule tiek ražota ar kvadrātveida sekciju, tad produktam ir pilnībā jāatbilst GOST 8639-82 standartiem. Ja tai ir taisnstūra šķērsgriezums, tad jāievēro GOST 8645-68 standarti, un, ja caurulei ir ovāls šķērsgriezums, tam jāatbilst GOST 8642-68. Bet pēc ražošanas, tas ir jāpārbauda, jo tas ir tāds, ka jūs varat būt pārliecināti par produkta kvalitāti.

Valsts standarti pieļāva šādu defektu klātbūtni:
- uz gatavā materiāla virsmas var būt nelieli nicki, iespiedumi, dross un lūžņu tīrīšanas pēdas;
- Saskaņā ar standartiem pie metināšanas ir pieļaujams neliels mehānisks bojājums, plāns mēroga slānis, metāla traipu un pēdu paliekas pēc defektu novēršanas.
Pēc izgatavošanas un pārbaudes galus pielāgo vienam izmēram, apgriešanu veic tikai 90 grādu leņķī.
Gadījumā, ja šādas daļas tiks izmantotas kā materiāls šķidrumu pārvietošanai zem spiediena, tad ir nepieciešams veikt elementus, kas spēj izturēt iespējamos spiediena kritumus. Šādu kritēriju var aprēķināt, izmantojot speciāli izveidotu formulu. Lai aprēķinātu spiediena ietekmes indeksu ar taisnstūra vai kvadrātveida sekciju, ir jāizmanto formulas, kas paredzētas konkrētai sekcijas formai.
Skatieties arī video par veidotām caurulēm.



















